|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第九章 集装机械
第二节 码箱垛机
一、分类、工作原理及特点
(1)分类。按结构形成可分为箱式、悬臂式、龙门式及工业机器人式码箱垛机。其中箱式和悬臂式为早期产品,已较少采用,因此,这里主要介绍龙门式和机器人式码箱垛机。
(2)工作原理。码箱垛机是由几个机械装置按照一定的运行原理组合设计而成的。具有如下功能:底板的积存和输送;箱子的排列;箱层叠堆归垛;垛层输送。特别是在啤酒、饮料包装系统中可以堆砌各种交错排列的箱垛,其包装材料可以是纸箱、塑箱及木箱等。
(3)特点。码箱垛机的主要特点是:
①可提高单位面积的空间利用率,堆叠可以使货物向高层发展,节约场地;
②降低劳动强度,提高生产效率;
③采用先进的全自动电脑程序控制,节省劳动力;
④设计合理,易于监控,操作方便;
⑤结构简单,易于保养和维修;
⑥安全措施完善,设有安全监控系统,遇到障碍和机器运行不正常会自动停机,以保护设备的安全。
二、龙门式码箱垛机
该机型是国内某公司通过引进、消化吸收制造的产品之一,其机架升降平稳,性能稳定,但外型尺寸相对较大,见图6-9-1。
(一)主要组成部分及工作原理
1.主要组成部分
(1)主机。码箱垛机的主机主要由立柱、底梁、升降机构、滑动小车、提升架(配有平衡重锤)、气控元件及电脑程控装置等组成。它是通过提升架的上下升降和小车的前后移动把箱子从铝制托板向堆箱台上叠堆,并能定时,定量地按一定规律完成任务。
(2)耙式推进装置。主要由框式输送台、过渡输送段、倾斜进箱段、耙式推进装置及气控元件、光电装置组成,实现把箱子从倾斜输送段按次序排列送到主机的铝制托板上。
(3)堆箱台。主要由多条带链轮滚筒组装而成,是支撑垛板、堆叠箱子的地方,当满垛时通过程序控制将箱垛送出。
(4)底板储存台。主要由堆板机架、传动构件、底板抓杆组件、提升滚轴构件和气控、光电控制装置组成。完成将卸箱垛机卸下的底板积聚起来,并可自动将底板送到码箱垛机堆箱台上。
(5)输送机。主要结构是由多支带链轮滚筒组成,并带有压轮式开关装置,使每节输送机能连续启动,达到输送箱垛的目的。
(6)电器装置。该设备为全自动化控制,所有电器元件装在防尘,防水的电控柜内。操作箱是密封良好的按触器系统,可选择自动或手动;机器的周围有安全监控装置,出现故障可自动停机。
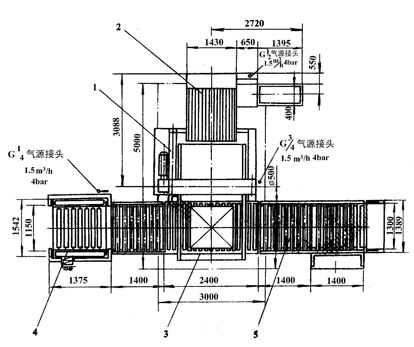
图6-9-1 LORDVB500K码箱垛机
1—码垛主机;2—耙式推进装置;3—堆箱台;4—底板储存台;5—输送机
2.工作原理
码箱垛机是通过各机组的联动程序来完成工作的,其工作过程是:当铲车把一叠底板放在输送机上时,如果堆箱台空着,约10s后,输送机启动把底板送入底板储存台储存起来,并送出一块底板到堆箱台中央等待堆箱,同时耙式进给台上不断有箱子送入;当码箱垛机的主机上的提升架内的小车拖板与进给台的台面齐平时,其电机启动,带动耙齿移动将箱子前推,如此往复三次,第三次直接把箱子推入铝制托板上,如此反复使箱子能按规定的顺序排列,并定时定量地送出箱子。
当码箱垛机主机的托板收到箱子后,提升架即提升,其提升高度靠光电装置控制,到预定高度后滑动小车以慢速向堆箱台移动,当到达终点后,提升架上的三星链轮转动,把拦箱构件从上方转到下方,刚好把箱子拦住;与此同时,上下卸料器气缸的活塞杆启动使上挡柱刚好挡住托板上的箱边,下挡柱刚好与堆箱台上的箱子接触,护在边沿上(堆第一层箱时下挡柱不动作),跟着托板迅速被拉出,该层箱子便稳定地落在垛板上;滑动小车快速返回到起始状态,当提升架下降到铝制托板与进给台台面齐平时,便可以继续下一个循环,直至程序设定的层垛,最后通过输送机送出码垛主机,并由铲车送入仓库或装车。
(二)机器的调整
机器的调整分以下几个部分。
(1)提升装置滚柱间隙的调整。先将滚轮调整至与导轨接触,松开偏心轴螺母,利用扳手转动螺杆,使滚轮轴承与导轨的间隙最大不超过0.1mm,调整完毕后重新将螺母拧紧。调整时提升架的左右两端同时进行。
(2)提升架与立柱间的横向间隙的调整。导向块与导轨的间隙最大不超过1.5mm,调整时先松开锁紧螺栓,使导向块与导轨间隙符合要求,然后锁紧。调整时左右两端同时进行。
(3)小车架横向滚轮与导轨间隙的调整。小车架横向滚轮与导轨间隙应小于1mm,调整时先松开六角螺栓,并通过增减垫片来调整。调整时左右两边同时进行。
(4)小车架与行程开关臂间隙的调整。此间隙是保证小车架顺畅、安全运行的关键。因其在工作中会有变动,需要经常检查调整,调整时可松开螺母,移动行程开关使其臂端滚子与小车架上端距离为5~8mm。调整时两端同时进行。
(5)链条安全感应开关的调整。若链条断折,其连接螺杆坠落,要求坠落到底后螺杆端面与无触点开关的距离应为5mm,下坠距离为40~60mm,此距离可通过调整螺母达到要求。
(6)上卸料器的位置调整。将上卸料器的锁紧螺栓松开,沿着C形槽、气缸和整个卸料器可以移动,使卸料器杆仅可扶住小车铝制托板上的箱边;调整好后即把螺栓锁紧。若箱垛的规格变化,可重新调整。调整时左右两边同时进行。
(7)下卸料器的位置调整。将下卸料器的锁紧螺栓松开,沿着C形槽、气缸和整个卸料器可以移动,使卸料器杆仅可扶住在堆箱台上的箱垛边沿;调整好后即把螺栓锁紧。若箱垛的规格变化,可重新调整。调整时左右两边同时进行。
三、工业机器人式码箱垛机
目前已有几个国家生产该机,如日本、德国等。该机采用模块化设计,为柔性堆码系统,可以适应生产的变更和扩展,以满足用户不断发展的要求。其优点如下:
(1)从其简单性、占地面积和总体性能方面看,使工作单元得到优化;
(2)由于标准化、成熟的技术和漫长的机器人MTBF(平均无故障时间),使系统具有高度的可靠性;
(3)快捷的系统完整性和广泛的升级可能性;
(4)对新产品和生产改变的快速适应性;
(5)标准化的机械部件、安全设备和控制系统。
四、应用范围及选用原则
(1)应用范围。箱式和悬臂式码箱垛机一般只适用于塑料周转箱,已较少采用;龙门式码箱垛机因其升降机架带有滑动小车,适用于塑箱、纸箱的堆垛,其适用面相对较窄;而机器人式适用范围较广。
(2)选用原则。表6-9-1为各种码箱垛机的技术参数,各使用厂家可根据本厂的物品规格及生产能力大小来选配。
表6-9-1码箱垛机技术参数
机型\参数
|
额定生产能力,垛/h
|
箱子容量
|
瓶子容量,ml
|
每层箱数
|
堆码层数
|
叠堆高度,mm
|
箱子规格(长×宽×高),mm
|
垛板规格(长×宽×高),mm
|
LOAD VB 500K
|
塑箱40
|
24瓶
|
640
|
6
|
5
|
1785
|
520×354×317
|
1100×1100×160
|
纸箱21
|
12瓶
|
640
|
16
|
5
|
1690
|
310×235×305
|
B.MD60/6
|
塑箱60
|
24瓶
|
640
|
6
|
5
|
1785
|
520×354×317
|
1100×1100×160
|
纸箱38
|
12瓶
|
640
|
16
|
5
|
1690
|
310×235×305
|
工业机器人
|
该机应用范围广,主要生产厂家有日本安川、德国ABB公司等
|
注:LOADVB500K和B.MD60/6码箱垛机由广东轻工业机械集团有限公司生产。
返回目录页
|

