|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第八章 捆扎机械
第五节 塑料绳自动捆结机
与塑料带捆扎机不同,本机采用塑料薄膜筒绳作为捆结材料,模拟手工结扣的方法,利用机械手将塑料绳打成活结。通过塑料绳缠绕包件、捆紧、结扣、断绳等动作,达到捆紧包件的目的。这种结扣的方法不同于热熔搭接,当需要拆包时只要拉动扣结的活动端,就能自行松开包件,因此使用十分方便。结扣外形如图6-8-17所示。
图6-8-17 结扣外形
本机主要用于印刷、出版、邮电、食品、机电、轻工、商业等行业各类包件的捆扎,根据包件大小和捆扎需要,在机器上可以进行一道、二道、三道或十字捆结,由于接头采用了结扣形式,拆包虽然方便,但出于包装安全的考虑,本机一般作为内包装捆扎用,或者作为商业零售货物的捆扎用。
一、工作原理
在本机上除需要人工送包件外,自动完成绕绳、捆紧、结扣、断绳等系列动作,达到捆结的目的。
(一)绕绳
按图6-8-18所示穿好塑料绳,并将绳的始端用按钮10压牢,这时启动机器,送绳臂9开始转动,将塑料绳缠绕在包件的表面。根据捆包需要,可绕包件1~3圈,如图6-8-19所示。
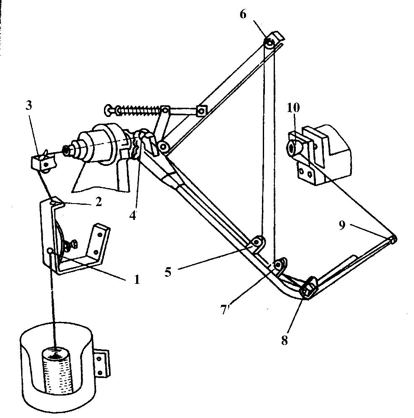
图6-8-18 穿绳示意图
1、2—张紧架穿绳孔;3—导向滚;4、5、6、7、8—导绳滚;9—送绳臂;10—按钮
(二)捆紧
拉块9连同塑料绳8一起右移,此时上下打结器嘴2、3向前插入拉块9中间。当拉块9开始左移时,打结器嘴2、3钩住塑料绳8,同时抬绳倾杆6将绳的始端上提,直至塑料绳始末端靠近,逐渐捆紧包件,如图6-8-19b、c所示。
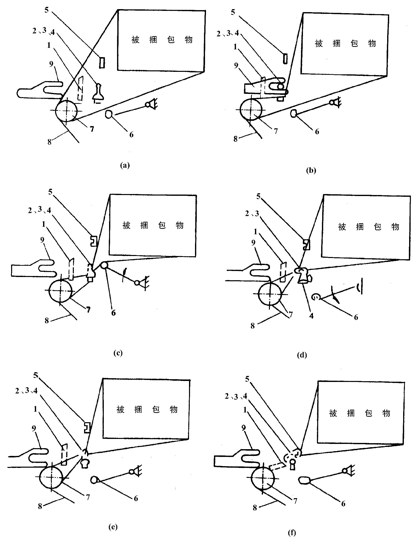
图6-8-19 工作原理
1—刀片;2—打结器上嘴;3—打结器下嘴;4—打结器凸轮;5—卸绳架;
6—抬绳倾杆;7—按钮;8—塑料绳;9—拉块
(三)结扣
打击器嘴2、3在垂直平面上回转180°,使塑料绳绕在上下打结器嘴上,与此同时,上下打结器嘴在凸轮4的作用下逐渐张大,当采结器嘴回转360°时,而塑料绳的端部刚好被打结器嘴咬住,继而上下打结器后退并衔住绳子,使绳圈从打结器嘴上脱出,打结器继续后退,终于使结头被打结器嘴衔住结扣,如图6-8-19d、e。
(四)断绳
刀片1向下摆动,将塑料绳切断后复位,完成捆扎打结全过程,如图6-8-19f所示。
二、主要结构
(一)绕绳机构
如图6-8-18所示,穿好塑料绳后,依靠送绳臂的转动,将塑料绳缠绕在包件的表面。
(二)传动机构
如图6-8-20所示,由电机通过一对皮带轮传动带动齿轮1、2、3及链轮,使送绳臂绕包件转动,同时也通过齿轮1、2带动凸轮体上的扇形齿条14和齿轮13及一对锥齿轮12的传动,使打结器嘴作转动以完成结扣。但在整个工作过程中,送绳和打结器嘴都不可作连续运转,而只能作间歇运转,所以在整体传动机构中,齿轮2和扇形齿条14都有独特的设计,其中齿轮2有1/3的齿在宽度方向被铣平一半,这样使齿轮2、3在传动中,齿轮3只能作间歇运转,而齿条14与凸转体15连体,与齿轮2同轴,因此当齿轮2每转动一周时,扇形齿条14带动齿轮13也是作间歇运转,刚好与送绳臂相互配合,共同完成捆结程序。
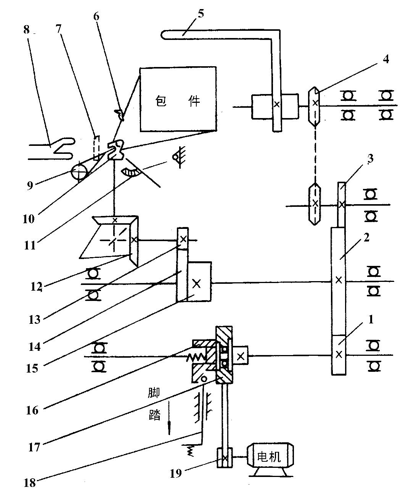
图6-8-20 传动机构示意图
1—齿轮;2—齿轮;3—齿轮;4—链轮;5—送绳臂;6—卸绳架;7—刀片;8—拉块;
9—按钮;10—打结器头;11—倾杆;12—锥齿轮;13—齿轮;14—扇形齿条;
15—凸轮体;16—摩擦离合器;17—平皮带轮;18—脚踏开关;19—皮带轮
(三)打结机构
如图6-8-21所示,打结构构主要由打结器嘴2、3,打结器杆1,打结器体7、锥齿轮5及小齿轮8组成。在打结器体7的尾部有一滚轮,与打结器凸轮4相连,在凸轮的作用下通过滚轮使整体打结器能绕支轴作前后摆动,实现打结器嘴2、3从绳圈中脱出而拉紧结头。而打结器嘴则安装在打结器头部,利用滚柱使打结器嘴在转动过程中沿打结器头部的外圆锥面凸轮表面形状的变化而张开或闭合,为使打结器嘴2、3闭合有力而能夹紧绳端,则又在闭合处装有打结器杆1,可借助弹簧片的作用使滚柱紧贴打结器体7的头部凸轮,从而使打结器嘴夹紧绳端。
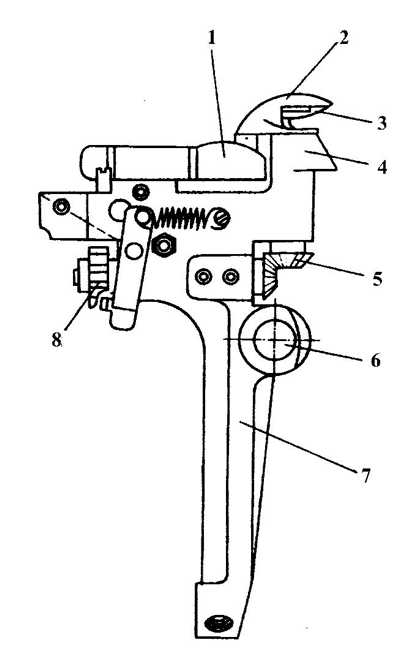
图6-8-21 打结器结构
1—打结器杆;2—打结器上嘴;3—打结器下嘴;4—打结器凸轮;
5—锥齿轮;6—支轴;7—打结器体;8—小齿轮
返回目录页
|

