|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第八章 捆扎机械
第四节 液压式自动捆扎机
液压式自动捆扎机采用液压传动和电气控制相结合,自动完成退带、拉紧、切烫、脱带和运带复位等一系列动作,达到捆紧包件的目的。将液压传动应用于捆扎机械可以简化机构,提高传动效率,是我国独创的新型捆扎机械。
一、工作原理
液压式自动捆扎机的工作过程由退带、拉紧、切烫、脱带、送带、复位等环节组成,其工作原理如图6-8-12所示。
(一)退带(图a)
给出“捆扎”指令,第一夹头4上升夹紧捆扎带头部,同时送带轮6反转,利用摩擦力将捆扎带从轨道中拉出,并缠在包件的表面。
(二)拉紧(图b)
捆扎带缠在包件表面后,张紧臂5利用液压小油缸夹紧捆扎带作向下摆动,捆紧包件,使捆紧力达到预定值为止。
(三)切烫(图c、d)
导向板11开始退出,而电热烫头13跟随进入上下两层捆扎带之间。第二夹头1上升夹紧下层捆扎带,张紧臂小油缸复位放开捆扎带,切刀2上升切断捆扎带,并使两层捆扎带的内表面紧靠电热烫头,使内表面层熔融。随着切刀2的继续上升,电热烫头退出,最终将二层捆扎带紧压在上压板12上,达到切带、烫带和粘接的目的。
(四)脱带(图e)
第二夹头1和切刀2开始复位,上压板12退出,使捆扎带完全捆紧包件表面,完成捆扎包件的动作,导向板11也回复到原来位置。
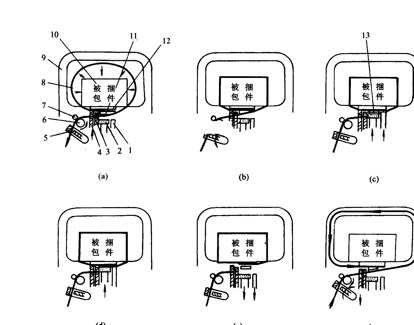
图6-8-12 工作原理
1—第二夹头;2—切刀;3—固定刀;4—第一夹头;5—张紧臂;6—送带轮;7—压紧轮;
8—捆扎带;9—轨道;10—被捆包件;11—导向板;12—上压板;13—烫头
(五)送带复位(图f)
第一夹头4、张紧臂5、上压板12均回复原位,送带轮6顺时针旋转,使捆扎带8沿轨道9运动,直至捆扎带端碰到止带器,为下一次的捆扎作好准备,使机器处于待捆状态。
二、主要结构(一)封缄机构(图6-8-13)
该机构是完成捆扎程序中的顶压、切断、加热、粘接等动作的关键部件,所不同的是在液压自动捆扎机上的封缄机构是一个高度集成化的液压部件,在主油缸13中,有第一、第二夹头和切刀油缸油塞,并在第二夹头活塞芯部安装有一只顺序阀,从而实现对捆扎带的夹紧或复位和切断,此外还包括了一只单向顺序阀和两只单向阀,以控制导向板6帮电热烫头油缸。
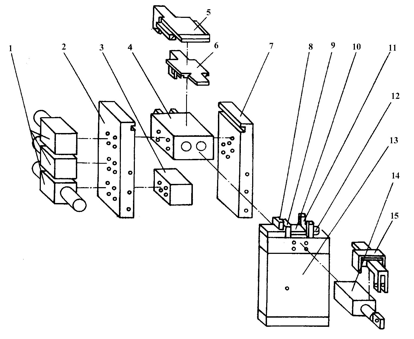
图6-8-13 封缄结构
1—换向阀;2—油路板A;3—油路板B;4—导向板、上压板油缸;5—上压板;
6—导向板;7—油路板C;8—第一夹头;9—固定刀;10—切刀;11—拢带架;
12—第二夹头;13—主油缸;14—烫头油缸;15—烫头
(二)送退带机构(图6-8-14)
该机构直接由液压马达4来控制。当捆扎开始时,油液在进入第一夹头油缸下腔,使夹头升起夹住带子的同时,也进入液压马达,使送带轮5反转,退出多途捆扎带;反之,当油液进入第一夹头上腔和液压马达时,使第一夹头下降,打开带道,液压马达正转,送带轮开始送带。
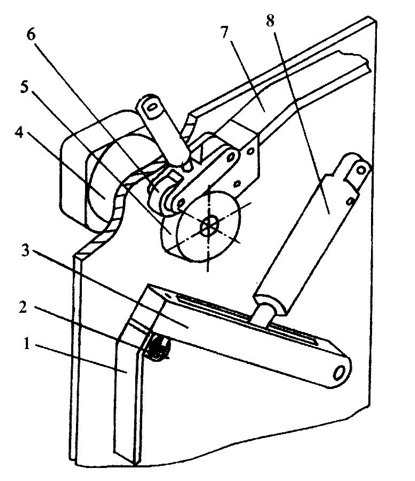
图6-8-14 送退带机构
1—活动轨道;2—过带轮;3—机械手(张紧臂);4—液压马达;
5—送退带轮;6—压带轮;7—下部轨道;8—机械手(油缸)
(三)张紧机构
该机构主要是使退带后的捆扎带再一次拉紧。当捆扎带缠上被捆包件以后,液压马达4停转,油液进入差动油缸8,推动活塞杆外伸,使张紧臂3下摆拉紧捆扎带,见图6-8-14。为了使捆扎带能随张紧臂3下摆而拉紧,还必须依靠张紧臂头部的轧头。图6-8-15所示的是二种不同的夹紧方式,其中图a是利用杠杆原理,使捆扎带在随差动油缸8的活塞杆外伸时推动夹头夹紧捆扎带,而图b则是利用油缸夹紧。
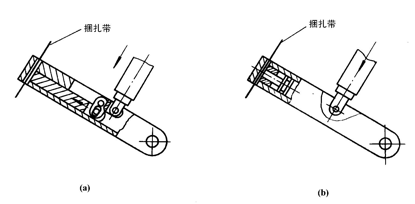
图6-8-15 张紧机构
(四)带盘机构
液压式自动捆扎机的带盘机构一般不设预送带装置,而采用液压制动,以防止捆扎带过多的送出。图6-8-16所示的分别为轴向端面摩擦制动和摩擦轮径向摩擦制动。
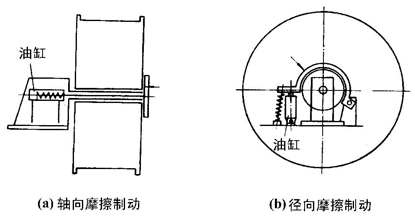
图6-8-16 带盘机
三、分类及应用
液压式自动捆扎机的功能和应用范围基本上与机械式相同,只是在一些技术参数方面由于所采用的传动形式不同而有所差异,因此在分类方面也大体与机械式类似,但受液压传动自身结构局限,目前液压式自动捆扎机只有普通型、低台型和侧封型。
返回目录页
|

