|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第八章 捆扎机械
第二节 机械式自动捆扎机
机械式自动捆扎机采用机械传动和电气控制相结合,无需手工穿带,可连续或单次自动完成捆扎包件的机器,造用于纸箱、木箱、塑料箱、铁箱及包裹、书刊等多种包件的捆扎。
一、工作原理
自动捆扎工作过程由送带、拉紧、切烫、粘接四个环节组成,其工作原理见图6-8-1。
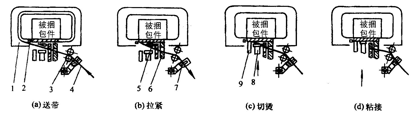
图6-8-1 机械式自动捆扎机工作原理
1—轨道;2—止带器;3—送带轮;4—捆扎带;5—隔离器;
6—右爪;7—张紧臂;8—压力块;9—左爪
(一)送带(图a)
送带轮3逆时针转动,利用轮与捆扎带的摩擦力使捆扎带4沿轨道1运动,直至带端碰上止带器2的微动开关(或者用控制送带时间的办法),使捆扎带处于待捆位置。
(二)拉紧(图b)
右爪6上升压住带端,送带轮3顺时针方向转动,同样利用摩擦力使捆扎带沿轨道1退出,这时轨道中的叶片在捆扎带的退带拉力作用下松开,使捆扎带继续退出直至紧贴在包件表面,而张紧臂7随之向下摆动,将带子完全拉紧。
(三)切烫(图c)
左爪9上升将两层捆扎带压住,隔离器5退出而烫头相随跟进,开始将捆扎带两端加热,这时压力块8上升切断捆扎带。
(四)粘拉(图d)
烫头退出至超始位置,而压力块8继续上升,将两层已加热的捆扎带两端压粘在一起,完成捆扎周期动作。
二、主要结构
自动捆扎机主要由送退带机构、张紧机构、封缄机构、传动机构、轨道机构等组成,如图6-8-2所示。
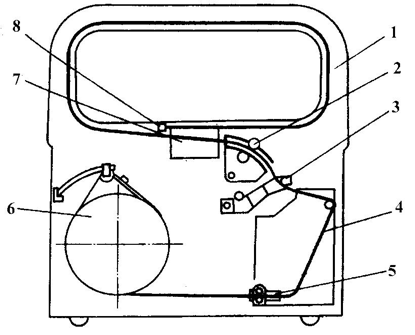
图6-8-2 自动捆扎机结构
1—轨道机械;2—送退带机构;3—张紧机构;4—捆扎带;5—预送带机械;
6—带盘;7—封缄、传动机构;8—止带器
(一)送退带机构
主要完成捆扎带送入和退出,由齿轮、滚轮、压轮、小轨道等零件组成。在机器进入工作准备状态时,压轮3通过弹簧的作用将捆扎带压在送带滚轮2上,当送带离合器闭合时,通过齿轮副驱动送带滚轮2作逆时针转动,依靠摩擦力使捆扎带从储带箱5中拉出送入轨道,当退带离合器闭合时,送带流轮2作顺时针方向转动,又将带子从轨道中拉出退入储带箱5中,其结构如图6-8-3所示。
(二)张紧机构
主要作用是把退带后紧贴包件的捆扎带再一次拉紧,以达到捆扎所需要的紧束度,并通过调整器将捆扎力调节到不同包件所需的程度,本机构由张紧臂、夹爪、导辊、调整臂、反冲块、调节螺杆等零件组成。
如图6-8-3所示,当完成退带动作后,压轮3与送带流轮2脱开,凸轮轴上的张紧凸轮8转动,使张紧臂7向下摆动,此时,张紧调整器上的反冲击将夹爪6关闭,夹住带子随张紧臂一起下摆,达到拉紧作用。凸轮转动第一高点时,张紧臂7下摆的角度最大,捆扎带就拉得最紧。然后左爪上升将已拉紧的带子压住,依靠凸轮作用,张紧臂稍作上摆,使捆扎带在松弛状态下被切断。当凸轮继续转动到第三高点时,张紧臂7又摆到最低点,使弹簧撞块叩击反冲块的螺钉,使夹爪6打开,最后由于弹簧的作用,张紧臂回复到起始位置。当转动调节螺杆时,可改变反冲块的位置,即可改变夹爪的开闭时间,借此改变拉紧捆扎带的长度,以达到调节捆紧力的目的。
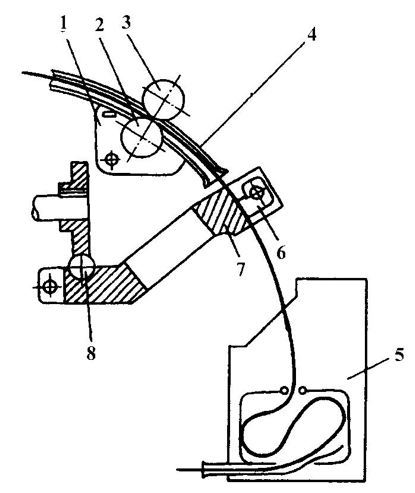
图6-8-3 送退带机构
1—送带轮支架;2—送带滚轮;3—压轮;4—小轨道;5—储带箱;6—夹爪;
7—张紧臂;8—张紧凸轮
(三)传运机构
通过三角皮带、链轮、减速器、电磁离合器等零件,将由电机传出的动力分别按一定的速比传送给凸轮轴,送(退)带机构及预送带机构等工作部件。
(四)封缄机构
该机械是实现捆扎带切断,熔融、粘接的最主要工作机构,由凸轮组、左爪、右爪、压力块、烫头、隔离器、热合台臂、加热器臂、刀片和拢带架等零件组成,其中凸轮组更是完成全部捆扎动作的关键,每转动一周,就可以完成一次捆扎。其结构如图6-8-4所示。

图6-8-4 封缄机构
1—拢带凸轮;2—左爪凸轮;3—隔离器凸轮;4—压力凸轮;5—加热凸轮;6—右爪凸轮;
7—张紧凸轮;8—加热器臂;9—烫头;10—隔离器凸轮;11—隔离器;12—隔离器臂;
13—热合台臂;14—合爪;15—隔离器;16—压力块;17—左爪;18—热合台臂;
19—止带器;20—拢带架;21—凸轮轴
1.拢带凸轮1
控制拢带架20开合,使上下捆扎带对齐。
2.左爪凸轮2
能推动左爪17作上下移动,压紧或松开捆扎带的接头端。
3.隔离器凸轮3
控制隔离臂12插入或退出。
4.压力凸轮4
能推动压力块16作上下移动,完成捆扎带切断、熔融、粘接动作。
5.加热器凸轮5
控制加热器壁8和烫头9的摆动、插入和退出。
6.右爪凸轮6
能使右爪14作上下移动,完成压带动作。
7.张紧凸轮7
控制张紧臂的摆动,实现捆扎带的强拉紧。
(五)轨道机构
引导捆扎带绕轨道自动移动一周,作好捆扎的准备,其结构有整体式和叶片式两种,其截面形状见图6-8-5所示。
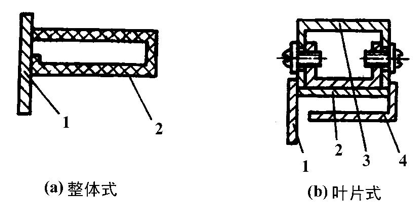
图6-8-5 轨道结构
1—挡板;2—轨道体;3—支架;4—叶片
1.整体式轨道(图6-8-5a)
由挡板1和轨道体2组成,送带时捆扎带在两者形成的内腔穿行,至带端碰撞止带器,触动微动开关发出信号,使送带停止;退带时轨道体2由电磁铁或顶推机构推开,使捆扎带从轨道体2中脱出而被拉紧后,紧贴在被捆包件表面。其优点是送带流畅、可靠,装配和维修都较为方便,但加工时须制作专用模具,且要求较高。
2.叶片式轨道(图6-8-5b)
由挡板1、轨道体2、支架3、叶片4组成。送带时捆扎带沿挡板1、轨道体2和叶片4所形成的空间穿行;退带时,捆扎带克服叶片4上的扭簧的弹力,随张紧臂的下摆而被拉出,紧贴在被捆包件的表面。这种轨道制造方便,是我国目前应用较为普遍的,不足之处是工作时有较大的噪声,且对捆扎带的平直度要求较高。
返回目录页
|

