|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第七章 成型-充填-封口包装机
第三节 热成型-充填-封口机
一、分类、工作原理及特点
热成型-充填-封口机又叫吸塑包装机,能够完成下列工序:把聚氯乙烯或聚二氯乙烯等热塑性硬质塑料片加热熔化,并用真空吸塑或冲头冲压等方法将塑料片成型为容器,经冷却定形后装入食品或其他物料,上面再热合一层铝箔或玻璃纸等覆盖材料,裁剪成一定形状。
热成型包装一般做成杯状、盒状或碗状容器,盛装果酱、冰淇淋等食品,也可用于包装其他液体状、颗粒状物料。热成型包装的主要特点如下。
(1)包装适用范围广,它可以用于冷藏、微波加热、生鲜和快餐等各类食品的包装,可以满足食品贮藏和销售对包装的密封和高阻隔性能的要求,也可实现真空包装和充气包装。
(2)容器成型、物料充填和封口可一机完成,包装生产效率高。
(3)容器大小、形状可按包装需要设计,特别适用于形状不规则的物料的包装,且透明可见,外形美观。
(4)热成型法制成的容器壁薄,可减少材料用量,而且容器对内装物品有固定作用,可减少物品受振动、碰撞所造成的损伤,装箱不需另加缓冲材料。
热成型-充填-封口机的包装工艺过程如图6-7-27所示。塑料片卷1放出的片材,经加热装置2加热软化,然后移至成型装置3制成容器,容器冷却后脱模,随送料带送到计量充填装置4进行物料的充填灌装;薄膜卷5放出薄膜将连续输送过来的容器口覆盖,并送至封口装置6加热盖封;再输送到冲裁装置7,切刀将盖封周围的多余片材切除,废料由废料卷取装置8卷收;包装成品10由输送机9送出。
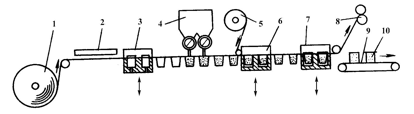
图6-7-27 热成型-充填-封口机工作原理
1—塑料片卷;2—加热装置;3—成型装置;4—计量充填装置;5—封口膜片卷;
6—热熔接封口装置;7—冲切装置;8—废料卷取装置;9—输送机;10—包装成品
热成型-充填-封口包装机种类较多,完成包装操作的方法也不相同。现将其主要装置与功能分别介绍如下。
(一)加热装置
其作用是使塑料片材达到成型所要求的温度,有直接加热和间接加热两种。直接加热即加热部件与薄膜接触加热;间接加热即利用辐射热靠近薄膜加热。
(二)成型装置
成型加工按成形时施加压力的方式的不同,可分为差压成型法、机械加压成型法和助压成型法三种。
1.差压成型
差压成型是靠加热塑料片材上下方的气压差的压力使塑料片变形成型。差压成型又分为空气加压成型和真空吸力成型两种。
空气加压成型原理见图6-7-28所示,经过预热的塑料被夹持送到模具上方并压紧在模口上,从片材上方送入压缩空气,片材被压缩空气压向膜腔而变形成型,片材下方模腔内空气由模具底部的排气孔排出。

图6-7-28 空气加压成型原理图
真空吸力成型法原理如图6-7-29所示。塑料片材经过预热被夹持送到模具上方并压紧在模口上,抽真空装置从模具下方的抽气孔将模腔内的空气抽出,使塑料片材封闭的模腔成负压,片材利用真空吸力使其向模腔方向变形成型。
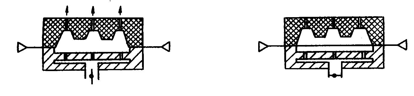
图6-7-29 真空吸力成型原理图
2.机械加压成型
机械加压成型如图6-7-30所示,塑料片加热到所要求的温度后,送到上下模间,上下模在机械力作用下合模时将片材冲压成模腔形状的容器,冷却定型后开模取出。这一成型法具有容器尺寸准确稳定,表面字迹、花纹清晰等特点。
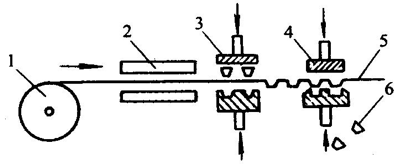
图6-7-30 机械加压成型
1—塑料片卷;2—加热器;3—成型模具;4—切边;5—废料卷;6—成品
3.柱塞助压成型
柱塞助压成型是上述两种热成型方法相结合的一种成型方法。塑料片材被夹持加热后压在阴模口上,在模底气孔口封闭的情况下,柱塞将片材压入模内,封闭在模腔内的空气反压使片材接近模底而不与模底接触,此时模底气孔打开,利用从模底气孔抽气或从上方压气的方法最后完成塑完成型。这种成型方法可获得壁厚均匀的容器。
不论采用何种热成型方法,容器的壁厚总要变薄,尤其是底部,在拉伸比小于0.7的情况下,容器底部壁厚一般只有平均壁厚的60%。为了保证强度,容器棱角应采用圆角过渡,容器底部更应加大圆角。一般圆角半径为1~3mm。
(三)热熔接封口装置
容器充填完物料后,便对其进行封口。其操作过程包括盖材的输送、定位、加热和封合。热封方法有滚封和板封两种。滚封一般为连续传送,即利用热封滚筒的转动将盖材进行加热并封合;板封一般为间歇传送,即利用热封平板对盖材进行加热并封合。热封温度一般为100~300℃,过高易使已成型的容器变形皱褶,过低则封接不牢固。为了提高封口质量和美化外观,在热封器上刻有线状或点状花纹。
近20年来,热成型包装技术得到迅速发展。目前的多功能热成型包装机,不仅能在同一台设备上完成容器热成型、计量充填、加盖封口等一体化操作,某些机型还可实现真空、充气、甚至无菌包装。根据其功能、结构形式、运动形式的不同,主要有两种类型:间歇卧式热成型-充填-封口机和热成型-真空-充气包装机。
二、间歇卧式热成型-充填-封口机
在间歇卧式热成型-充填-封口机上,薄膜的运动是间歇的,成型器每往复运动一次可成型几个容器。该机组成和工作原理见图6-7-31。塑料膜1在成型器2处被加热成型为包装容器(图中为同时成型两个容器),经冷却定型后脱模;容器运行至充填工位3,进行物料定量充填;然后覆盖盖材4,在封盖工位5进行容器口的加热封合;牵引装置6带动覆盖热封好的容器水平移动,在刻印装置7处完成商标图案的刻印;最后由冲裁装置8把包装容器切下;成品经输送带10送出;废料则由废料卷辊9卷取。
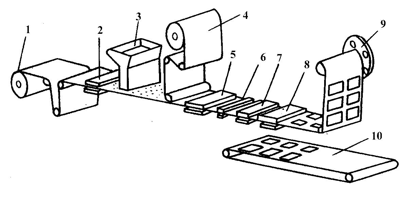
图6-7-31 间歇卧式热成型-充填-封口机原理图
1—塑料薄膜卷;2—成型器;3—充填工位;4—盖材;5—封盖工位;6—牵引装置;
7—刻印装置;8—冲裁装置;9—废料卷辊;10—输送带
这种包装机的生产速度一般为800~1200个/h,成型容器的最大尺寸可达200mm左右,容器高度可达90mm,可用于包装液体物料和较大尺寸的固体物料。
三、热成型-真空-充气包装机
图6-7-32为热成型-真空-充气包装机的工作原理。塑料片材1在热成型模2内加热并吸塑成型为包装容器,随后充填物料,并与盖膜4同时进入真空-充气-热封室6内;包装容器在密闭的热封室6内先抽出室内空气,再用充气管充入惰性气体,然后热封模将盖膜与容器的周边加热封合;最后由切刀7完成分切。
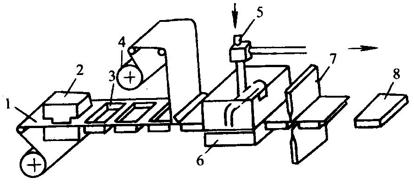
图6-7-32 热成型-真空-充气包装机原理
1—底膜;2—热成型模;3—包装容器;4—盖膜;
5—充气管;6—抽真空-充气-热封室;7—裁切刀;8—成品
四、应用范围及选用原则
(一)应用范围
热成型-充填-封口机适用范围很广,就包装物料状态而言,它适用于颗粒状、粉末状、梗枝状、块状、粘稠状等各种物料的包装;就包装技术而言,它能用于真空包装、充气包装和无菌包装,也适用于包装打开前要消毒的保健品和医用品的包装。热成型容器可以设计成方形、杯形、浅盘形等各种形状,其包装的盖片上可以印刷或压印商标图案和有关内装物的说明文字。
(二)选用原则
1.包装材料的选用
热成型-充填-封口机常用的塑料膜有聚氯乙烯、聚乙烯、聚丙烯、聚偏二氯乙烯等;复合膜有聚氯乙烯/聚偏二氯乙烯、聚氯乙烯/聚乙烯、聚氯乙烯/聚偏二氯乙烯/聚乙烯等。盖材常用铝箔、玻璃纸和复合材料,商标图案和有关说明文字可预先印在盖膜上。选用材料的厚度视热成型容器的尺寸大小而定,小而浅的容器可选用薄一些的材料;大而深的包装容器则应选用厚一些的材料。根据包装物品的种类和要求不同,选用包装材料时还应考虑材料的抗拉强度、延伸率、加热变形温度、透光率、透湿系数等有关技术参数及其带静电性、是否易老化等特性。
2.设备的选用
热成型-充填-封口机种类较多,功能各不相同,选用时应考虑以下几个方面。
(1)设备的包装速度应与产品的生产规模相适应,以充分发挥包装机的效率。生产批量大的产品宜选用高速连续运转的机型。
(2)设备的功能应与被包装物料的特性及包装技术要求相适应。如热狗、香肠等易变质的食品,最好选用具有抽真空、充气功能的热成型包装机,以延长食品的保质期。
(3)设备加热器的加热温度和加热时间的调节范围应与包装材料的种类、厚度与热成型性能相适应。包装材料种类不同,热成型温度也不同,一般在120~180℃。塑料片加热到热成型温度气需要的时间则取决于材料的品种和厚度,一般加热时间随材料的比热和厚度的增大而增大,随材料的导热系数和传热系数的增大而减短。加热器和加热功率应按塑料片材在单位时间内,单位面积所吸收的能量即功率密度(kW/m3)进行选择,常用热成型材料的功率密度为10~25kW/m3。
(4)采用自动上料机构的高速热成型包装机应配备缺料检测装置,如有漏装,包装机应能检测出来而报警,并能在冲裁后自动将空包剔除。
返回目录页
|

