|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第七章 成型-充填-封口包装机
第二节 袋成型-充填-封口机
三、卧式袋成型-充填-封口机
(一)分类、工作原理及特点
卧式袋成型-充填-封口机是物料充填与袋子成型沿水平方向进行,可以包装块状、梗枝状、颗粒状等固态物料,如点心、面包、方便面、香肠、糖果等。包装尺寸可以在很大范围内调节,包装速度可达500袋/min。
如果待包装物料为颗粒状的,在输送带上方还需安装计量充填装置。为控制正确的横向封切位置,一般也设有光电定位装置。
卧式袋成型-充填-封口机种类较多,按其所成型袋的结构形式,可分为:三封袋(或四封袋)卧式成型-充填-封口机和筒状薄膜袋成型-充填-封口机。
(二)三封袋(或四封袋)卧式成型-充填-封口机
三封袋(或四封袋)卧式成型-充填-封口机有多种形式,按其结构特征可分为直线进行式和回转式两大类。图6-7-23所示为直线进行式卧式成型-充填-封口包装机的工作原理图,(a)为三封袋,(b)为四封袋,工作原理基本相同。
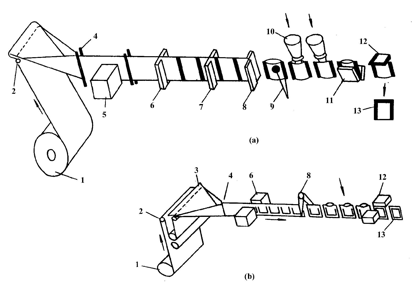
图6-7-23 三封袋(或四封袋)成型-充填-封口机
1—包装材料卷;2—导辊;3—三角形成型器;4—U形杆;5—光电检测控制装置;6—成型袋热封装置;
7—牵引送进装置;8—切断装置;9—袋开口装置;10—计量充填装置;
11—整形装置;12—封口装置;13—成品输出
这类包装机主要由包装卷筒材料支承装置、导辊装置、制袋成型器、光电检测装置、成型袋热封装置、牵引送进装置、切断装置、袋的钳持输送装置、开袋装置、计量充填装置、袋整形装置、袋封口装置及成品排出装置等组成。
与立式机相比,卧式包装机由于包装材料在成型制袋过程中充填管不伸入袋管筒中,袋口的运动方向与充填物流方向呈垂直状态,袋之间是侧边相互连接,这些因素使得卧式机无论是在包装工艺过程,还是在包装机的执行机构的结构方面均比立式机要复杂得多,需增加一些专门的工作装置,如袋开口装置等。
三封袋(四封袋)卧式包装机包装工艺大体如下:从卷筒1拉下的包装材料由导辊2导引,经三角成型器3和U形杆4而折合成U形带;光电检测装置5对包装材料上印刷的商标图案拉距进行检测和送进控制,然后由制袋热封装置6对U形折合带实施热熔封接,封接两侧面(底面)完成制袋。牵引送进装置7作往复直线运动将成袋及包装材料牵引送进,每次送一个袋宽的距离,由切断装置8裁切成单个包装袋,然后由袋钳送进装置作钳持送进;在开袋口工位由开袋口装置将袋口吸开,并往袋内喷吹压力空气,使袋口扩开,并由钳持包装袋的钳手保持张开的袋口,以使充填物料顺利充填。当袋子送到充填工位时,通过充填漏斗往包装袋内装入物料,再在整形工位由整形装置对袋中松散物料实施整形处理,使其袋形便于封口操作,且钳袋的钳手向外运动,使袋口处于平直闭合状态,在封口工位完成袋口封接,得到的包装件从机器中输出。
机型不同,包装工艺过程略有差异。有的机器是在充填封口后才将相连的包装袋切断分开(见图6-7-24)。
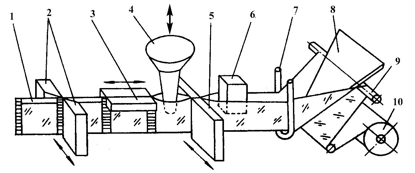
图6-7-24 三袋卧式成型-充填-封口机
1—三封袋成品;2—切断刀;3—纵封器;4—充填器;5—横封器;6—隔板;
7—U形杆;8—三角板成型器;9—导向轮;10—卷筒薄膜
三角形制袋成型器是这类包装机的主要部件之一,其设计如图6-7-25所示。三角形制袋成型器在包装机中呈倾斜安装状态,与水平面的夹角为α,卷筒薄膜经过导向辊和三角成型器后对折成宽度为a的双层薄膜。三角成形器的形状尺寸计算如下。
设三角板的成形锐角为2β,薄膜宽度为2a,假定三角板厚度忽略不计,同时双层薄膜对折后紧贴,则存在下列关系:
在ΔDEC中DC=b,DE=a
故sinα=a/b
在ΔADC中tanβ=a/b
故sinα=tanβ β=arctan(sinα)
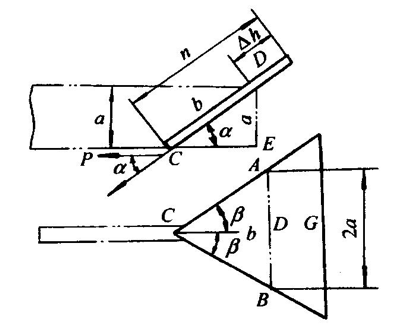
图6-7-25 三角形成型器参数计算
上式说明α角与β角之间存在着相互制约关系。由图中可以看出,薄膜在成型器尖端C处的水平力P的牵引下,首先贴着成型器外表面沿GC方向移动,在C处的移动速度为vc,这样在力P方向与移动速度之间形成了移动薄膜在C处的压力角,在数值上正好等于成型器三角板与水平面间的倾角α。α角越大,压力角越大,成型的阻力也越大,薄膜在翻折时就越不容易变形,甚至有被撕裂或拉断的危险;α角越小,成型的阻力也越小,对薄膜对折越有利,但使三角板长度增加,结构增大。一般取α=20°~30°。根据上式可知2β≤60°,这说明三角板的最大可能是一只等边三角形。
为了设计和调节方便,通常先选定α角的大小,然后再确定β角的大小。
根据α角的大小,也可求出三角板的腰高h为
h=amax/sinα+Δh(cm)
式中 amax———包装机制袋的最大宽度,cm;
Δh———三角板的增量,一般取30~50mm。
三角板的厚度与板的尺寸大小和材料等因素有关,可在10~20mm范围内选取。
(三)筒状薄膜袋成型-充填-封口机
图6-7-26为该类包装机示意图。其原理是立式与卧式相结合,直线与回转相结合,所采用的是筒状薄膜,每个袋子只需封接两条横缝,特别适合于包装小袋砂糖、味精等细粒状物料。
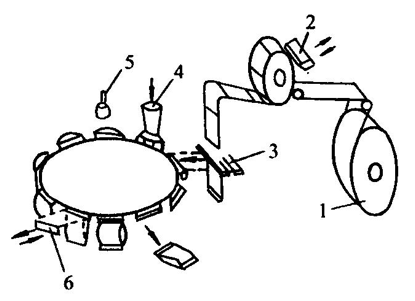
图6-7-26 筒状薄膜袋成型-充填-封口机
1—薄膜卷筒;2—底封器;3—切刀;4—充填料斗;5—整形器;6—顶封器
四、应用范围及选用原则
(一)应用范围
袋成型-充填-封口包装机应用范围广泛,普遍适用于各种食品、药品以及化学、五金工业中液体、糊状、颗粒状、粉料状和固体物料的包装。袋的规格大小不同,小至一次性食用的盐、故椒粉的小袋,大至包装几十公斤大米或化肥的重袋,都能选到相应的机型。所用包装材料必须有一定的强度,并能进行热封,可以是塑料薄膜、涂层纸、金属箔或其他复合材料。
(二)选用原则
袋成型-充填-封口包装机种类繁多,功能、生产能力、所用包装材料及价格、包装袋的形状与尺寸等各不相同,差别很大,选用时必须根据产品特性、生产规模和市场行情综合考虑;引进国外设备必须考虑原材料和备用件的供应情况。具体选用设备时可考虑以下几点。
(1)充填计量装置要选择适当,计量精度应符合规定的要求。当包装颗粒状、粉状物料时,其视比重必须控制在规定的范围内才能选用容积式计量,否则应考虑选用称重式计量。对于对空气温度、湿度敏感的物料,在选用设备时尤应注意。
(2)封口时的加热温度和时间应能调整到与所用的包装材料的热封性能相适应。一般要求包装机的温度调节器能可靠地控制热封部位的温度在100~300℃之间的任一数值;热封部位表面有效热封长度上的温度与调节器调定值的误差应在±10℃以内。
(3)充填粉末物料时,袋口部位易粘附粉尘而影响封口质量,多数情况是由于塑料包装材料带有静电而吸附粉层所致,因此,这类袋装机必须设有防止袋口粉尘粘附的装置,如静电消除器等,也可选用防静电的包装材料。
(4)当袋装速度快、被装物品价格较贵时,应配有重量检测装置,随时剔除超重或欠重包装袋,并能自动调整充填量。
(5)用于包装食品、药品的包装机,与包装物料和包装材料相接触的部位均应采用不锈、无毒及化学性能稳定的材料制造,并符合卫生要求。
(6)单机形成自动化生产线时应选用高可靠性的机型,以免单机故障而影响整条生产线的正常生产。
返回目录页
|

