|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第七章 成型-充填-封口包装机
第二节 袋成型-充填-封口机
(六)屋形袋立式成型-充填-封口机
屋形袋立式成型-充填-封口机不仅可以进行粉粒物品的包装,也适用于松散颗粒物品、小块物品乃至液体类食品的包装。该类机器有多种机型,图6-7-19所示的屋形袋包装机先将材料成型为圆形管筒,再制成屋形袋,然后进行包装。
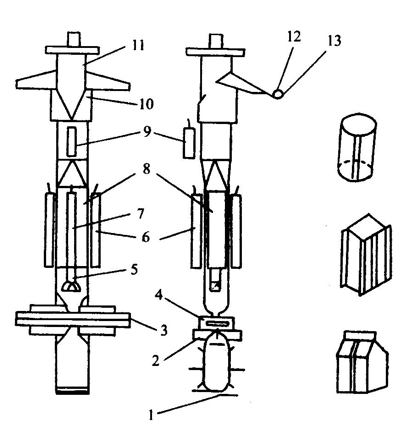
图6-7-19 屋形袋立式成型-充填-封口机
1—折合袋底装置;2—排气钳;3—夹带钳;4—横向热封切断装置;5—充填管;
6—烫角器;7—纵封装置;8—方筒导管;9—纵向预封装置;
10—翻领成型器;11—成型圆筒导管;12—导辊;13—包装薄膜
1.机器基本结构
主要包括包装卷筒材料支承装置、导辊组、光电检测控制装置、成型圆管筒装置、成型方管筒装置、横向封口切断装置、袋排气装置、袋底折合装置、包装袋筒牵拉装置等部件,此外,还有传动、电气、润滑等系统。
2.包装工艺过程
包装薄膜从卷筒引出料带,经光电检测器、导辊12后到达翻领成型器10,在成型圆筒导管11表面卷合成圆筒形;由纵向预封装置9对卷合的叠合部位进行热熔接封合,形成纵向密封的筒状;然后通过过渡导管到达等周边长的方型管筒导管8表面,用纵向热封装置7把纵向接缝再次封合使之美观;由烫角器6烫出四个角棱,使之成为方形管筒;然后由横向热封切断装置4封接底口,成为包装袋;由计量充填装置把被包装物品通过充填管5装入袋中,再钳合袋口,先排气并封合袋口,再切断上下包装袋连接。工作中,下面充填好的袋口和上面的袋底是一次封合、居中切断分开的。在横向封口切断装置完成上述操作中,受包装袋筒牵拉装置作用,夹持着薄膜向下牵拉一个袋长距离,而后松开,空程返回。分离下来的包装袋由折合袋底装置折合成平底,而后排出。
(七)专用于液体物料的立式袋成型-充填-封口机
专用于液体物料的袋装机械,适用于巴氏杀菌牛奶或豆奶的塑料袋包装,也适用于果汁类或半流质液体食品的包装,其结构如图6-7-20所示。该机的工作方式为间歇式,包装产品为枕形袋,内容物在125~1000ml范围内可调,生产能力为40袋/min,适用于厚度为0.08~0.1mm的PE或LLDPE薄膜。
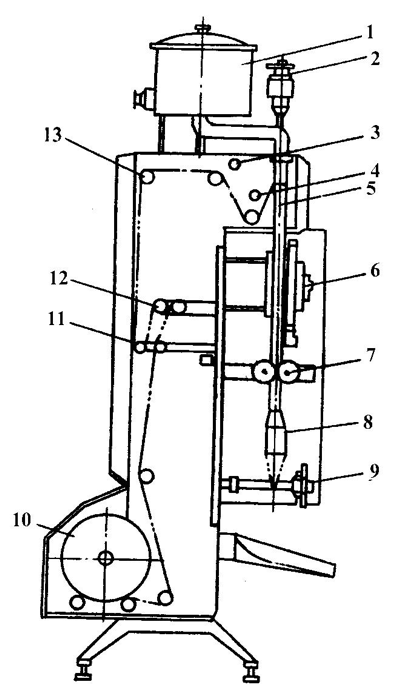
图6-7-20 专用于液体物料的立式袋成型-充填-封口机示意图
1—料缸;2—阀开度调节器;3、4—紫外线灯;5—成型器;6—纵封器;7—牵引辊;
8—充填阀;9—横封切断器;10—薄膜卷;11—平衡器;12—预牵引辊;13—导辊组
其包装工艺过程如下:薄膜由预牵引辊12从薄膜卷筒10上拉下,经导辊组13改向,再经过两道紫外线灯光3、4照射,实施与产品接触一面的杀菌处理后,再供送到成型器5。从成型器中出来的薄膜被折成扁筒状,薄膜间歇运动静止时刻,纵封器6对扁筒状料袋的纵向接合处加压热封。薄膜牵引辊7的间歇回转,使得料袋定长地被牵接送进。液体物料在机器顶部料缸1中贮存,经充填阀8定量地进入料袋,横封切断器9在液面部位以下将袋口密封并同时切断分离,因而袋内可以充满液体物料。
这种包装机由于包装时不能形成一个无菌环境而使包装成品不能保证无菌,故产品在贮存期间需要冷藏。
(八)三角袋立式成型-充填-封口机
三角袋有四个侧面,外形像粽子,常用于包装小份量的咖啡、牛奶、袋乳品、蜂蜜、糖浆、果汁或其他类似产品。因这种袋开口后还须保持原形而依然挺立,应采用金属膜或其他较厚的材料制成。
三角袋立式成型-充填-封口机与立式枕形袋机极其相似,其主要区别在于封口位置和使用的液体充填管不同。如图6-7-21所示,卷筒薄膜绕过一系列的辊筒、张紧辊和导向辊,控制好薄膜的送进方向和张力。滚筒轴端装有送膜电机,通过电磁离合器、制动器放出薄膜。每拉一次薄膜制动器就脱开,电动机送膜。拉膜机构停止时,制动器就发生作用,使薄膜保持一定张力。
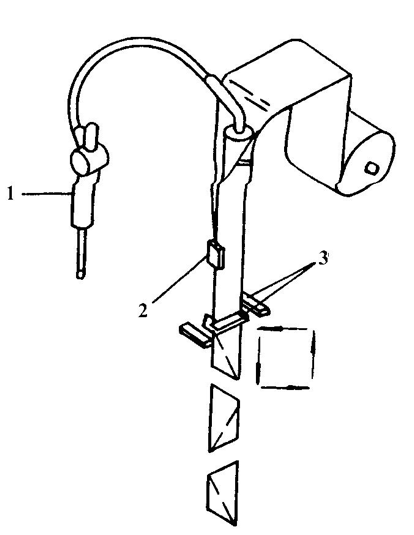
图6-7-21 三角袋立式成型-充填-封口包装机
1—泵;2—边封器;3—横封器
薄膜被送到成型器后,就包围在充填管外面,边封器就封接直缝,其工作方式与立式枕形包装机纵封向搭接缝相同。
该机有两组横封器,相互成90°交替工作,如图6-7-22所示。底部封口器从前后封合,制成袋子的底封。物料仍通过充填管装入,同时将袋子拉下。装料、拉袋结束后,顶部封接器就开始封接,制出袋子的顶封和下一个袋子的底封。各对封接器中间都装有一把切断刀,在每次封接的同时,从封口的中间部位切断袋子。然后,前后封口器分开袋子落下,封口器空行程返回。
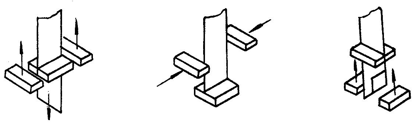
图6-7-22 横封示意图
返回目录页
|

