|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第七章 成型-充填-封口包装机
第二节 袋成型-充填-封口机
(二)立式袋成型-充填-封口机的分类
立式袋成型-充填-封口机按其所形成的袋子的结构形成,可分为以下几种类型:
(1)枕形袋立式成型-充填-封口机;
(2)三封袋立式成型-充填-封口机;
(3)四封袋立式成型-充填-封口机;
(4)屋形袋立式成型-充填-封口机;
(5)立式砖形液体饮料无菌包装机;
(6)专用于液体物料的立式袋成型-充填-封口机;
(7)三角包立式成型-充填-封口机。
(三)枕形袋立式成型-充填-封口机
枕形袋立式成型-充填-封口机具有自动计量、日期打印、袋成型、充填、封口切断、成品输送等多种功能,其结构及工作原理如图6-7-14所示。供膜驱动机构16由电机驱动,使薄膜卷15转动,薄膜1在2、3、4、6、7各部件的作用下连续正确地送至成型器9及充填筒8处,薄膜经过翻领式成型器自动卷成圆筒形,先用纵向热封器将筒形纵向搭接缝加热封合,形成密封的筒状,计量好的物料由充填筒装入筒袋中,同步齿形带式拉膜机构11向下拉膜,再由横向热封器作横向封口和切断,形成枕形包装袋。
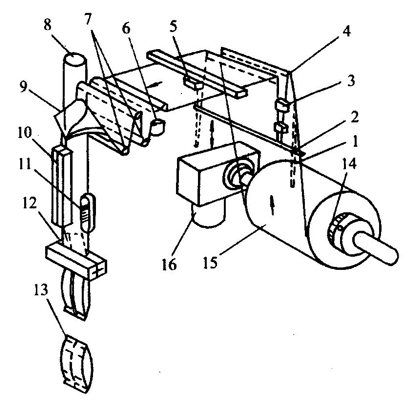
图6-7-14 枕形袋立式成型-充填-封口机
1—薄膜;2—张紧辊;3—接近开关;4—导向辊;5—打印机构;6—光电开关;
7—调整辊;8—充填筒;9—翻领式成型器;10—纵向热封器;11—拉膜辊;12—横向热封器;
13—枕形包装袋;14—调节手柄;15—薄膜卷;16—供膜驱动机构
该类机大多采用翻领式成型器,因要求塑料薄膜不发生纵向或横向拉伸变形,这就需要所设计的成型器能适应塑料薄膜的自然卷曲变形,且使包装袋的表面积等于通过成型器的塑料薄膜的总面积。根据这一原则,用一边长为成型器圆筒周长的方形纸,将其包络在圆筒的外表面上(图6-7-15a),则该纸形成的直纹曲面即为成型器的工作曲面。因此,设计这种成型器的关键是如何设计出一条正确的拼接曲线。拼接线的设计方法有理论计算法和经验设计法。理论计算法较复杂,下面仅介绍经验设计法。
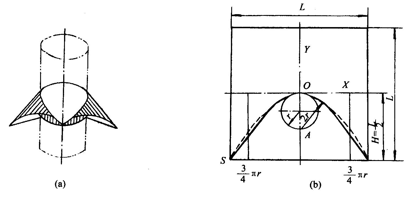
图6-7-15 翻领式成型器的设计
设空袋宽度为a,则成型器中充填筒半径为 r=a/π
成型器展成的平面是边长为L的正方形薄板 L=2a+Δ+δ(mm)
式中:Δ———纵封搭接宽度,一般取10mm;
δ———成型器展开成平面时,实际宽度比理论宽度的增值,一般取5~10mm。
当充填筒的半径r<75mm时,以A为圆心,2r为半径作圆弧,然后过S点向圆弧作切线相接,所得曲线即为近似的拼接曲线。
当充填筒半径r≥75mm时,在X=±3/4πr区间里以抛物线代替圆弧线,其抛物线方程为
Y=16X2/(15πr)
然后过S点向抛物线作切线,并在X=±3/4πr处相接(如图中虚线所示)。
拼接线求出后,将薄板沿拼接线剪开,再卷制和焊接成成型器。板厚一般取1~1.5mm,宜采用黄铜板。
(四)三封袋立式成型-充填-封口机
三封袋立式成型-充填-封口机结构与工作原理如图6-7-16所示。卷筒薄膜材料1经多道导辊后引入象鼻式成型器2,在成型器下端薄膜逐渐被卷曲成对接圆筒,接着被连续逆向回转的一对纵封滚轮3进行加热加压封合。纵封辊除起热封作用外,并进行薄膜的拉送。被包装物料经计量装置定量后由下料槽7与成型器内壁组成的充填筒导入塑料袋内。横封器4由不等速机构带动,横封时其回转轴线与纵封器的回转轴线平行,封好口的连续的袋由旋转切刀6和固定切刀5相接触时切断分开,结果得到的是三边封口袋。这种制袋装置是全看动连续式的。象鼻式成型器制袋时塑料薄膜的牵引力比翻领式成型器小,所以对薄膜强度的要求要低一些。
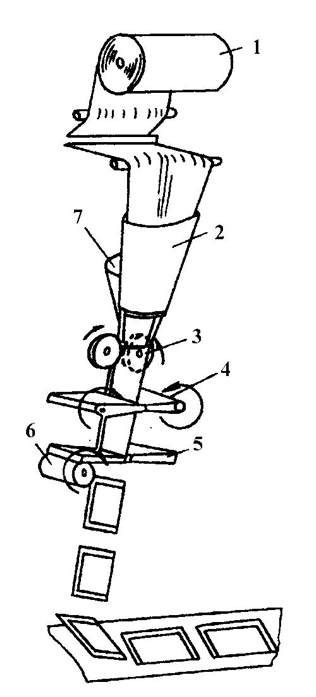
图6-7-16 三封袋立式成型-充填-封口机
1—卷向簿膜材料;2-象鼻式成型器;3—纵封滚轮;
4—横封器;5—固定切刀;6—旋转切刀;7—下料槽
(五)四封袋立式成型-充填-封口机
四封袋立式成型-充填-封口机多用于小份量的粉粒物料的包装,有单列和多列两种机型,如图6-7-17和图6-7-18所示。单列机的生产能力为20~200袋/min,取决于充填方式、制袋材料和袋子尺寸;多列机主要用于小型袋装,从2列到10列,生产能力范围为300~1500袋/min,视采用的列数而定。在机器速度与单列机相同的情况下,列数增加,生产率可成几倍增长。
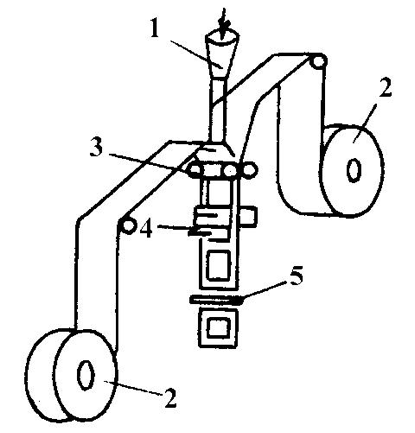
图6-7-17 单列式四封袋成型-充填-封口机
1—充填筒;2—薄膜卷筒(两卷);3—纵封器;4—横封器;5—切断刀
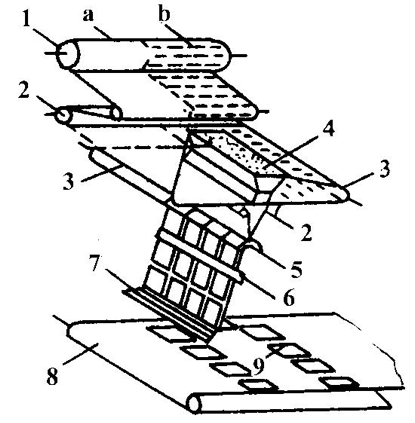
图6-7-18 多列式四封袋成型-充填-封口机
1—薄膜卷筒(a为制袋反面,b为制袋正面);2—导辊;3—改向辊;4—充填料斗;
5—纵封器;6—横封纵切器;7—切断刀;8—传送带;9—包装件
返回目录页
|

