|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第七章 成型-充填-封口包装机
第二节 袋成型-充填-封口机
(5)同步齿形带式拉膜机构。该机构是在充填筒两侧对称安装两组同步齿形带,齿形带转动时靠摩擦完成拉膜。同步齿形带与充填筒和薄膜之间的压力可由弹簧或气缸提供。
弹簧拉紧式(图6-7-6) 两同步齿形带支架以一端中心为支点,另一端用拉簧拉紧,使齿形带与簿膜间产生一定的压紧力。
气缸顶紧式(图6-7-7) 两组同步齿形带轮分别安装在支架3上,支架3可在导杆2上滑动。工作时,两边支架分别由气缸顶紧,以便使同步齿形带压紧在充填筒外部的薄膜上。为保持压力均匀,防止打滑,在同步齿形带工作分支的中间部位安装了压紧尼龙板,由弹簧压紧。这样,当同步齿形带拉膜时不会产生大的振动和噪声,工作平稳。同步齿形带可由主传动驱动,也可由步进电机单独驱动。该机构操作方便,在停机或更换新薄膜卷时,顶紧气缸会自动松开,重新开机时不需调整。该拉膜机构一般适用于大、中型立式制袋-充填-封口机。
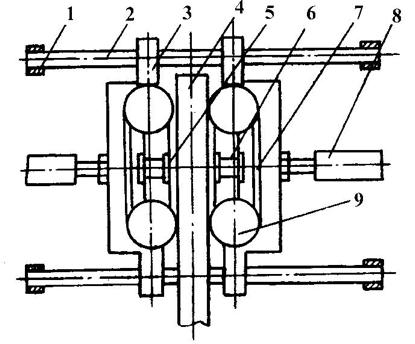
图6-7-7 气缸顶紧式
1—滑动轴承;2—导杆;3—支架;4—充填筒;5—压紧尼龙板;
6—压簧;7—同步齿形带;8—顶紧气缸;9—带轮
2.卷筒包装材料的切断机构
卷筒包装材料的切断方式有热切和冷切两类,一般切断和横封是同时完成的。热切有高频电热刀和脉冲电热熔断两种,冷切用锯齿形切断刀。
(1)高频电热刀。如图6-7-8所示,高频电热刀3是一个能起刃口作用的电极,安装在两个横封电极1之间,使前后袋在封口中间切为二段。电极1两侧的两对弹簧压块2既可用以消除封口电极间的刚性接触,又可减少封口和切断时对薄膜的拉力。左侧三个电极和右侧的金属电极均用101胶粘着一层0.2mm的环氧板,在环氧板表面又粘合着一层聚四氟乙烯薄膜耐热绝缘材料,以防止热封时包装薄膜粘在电极上。热封温度一般控制在130~150℃左右。
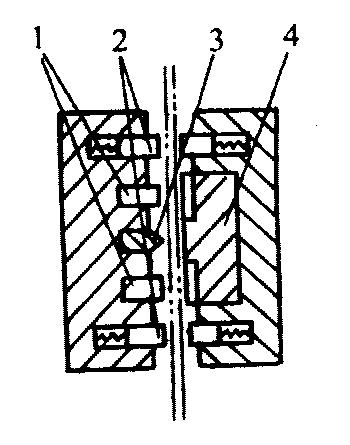
图6-7-8 高频电热刀
1—横封电极;2—弹簧压块;3—高频电热刀;4—金属电极
(2)脉冲电加热熔断。图6-7-9是脉冲电加热熔断器的示意图。它利用安装于热封体8上的圆电热丝5(直径约1mm)切断塑料薄膜袋。圆电热丝5位于用于封口的两热封扁电热片3(一般宽为2~5mm)中间。电热件与热封体之间有酚醛层压板或聚四氟乙烯布2作绝缘层,电热片与薄膜袋之间有聚四氟乙烯布4作隔离层,以防粘接,圆电热丝5直接与薄膜袋接触,当两个热封体1和8闭合时,即对薄膜加压。为使加压均匀,且不使薄膜因加压而变形,故在圆电热丝5与热封体8之间安放一层耐热橡胶6和聚四氟乙烯布7。当热封体闭合加压后,通入瞬时脉冲电流,一方面封袋口,另一方面由于圆电热丝与薄膜接触,使薄膜熔化而被切断。脉冲电加热熔断主要应用于聚乙烯薄膜袋封口。
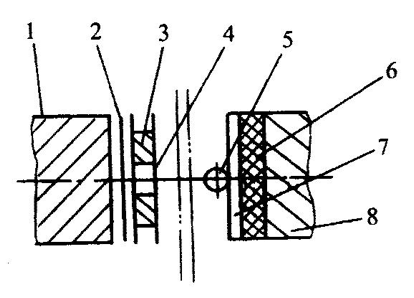
图6-7-9 脉冲电加热熔断器
1—热封体;2—绝缘层;3—热封电热片;4—隔离层;
5—圆电热丝;6—耐热橡胶;7—聚四氯乙烯布;8—热封体
(2)锯齿形切断刀。图6-7-10是不用加热的锯齿形切断刀。在横封电极1加热封口时,锯齿形刀3插入另一固定板4上对应的凹槽内,使上下袋切断分离。锯齿形刀的齿距t=6mm,α=60°,每个齿的两侧磨成刃口。
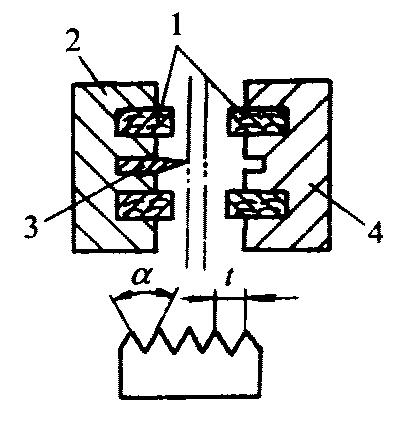
图6-7-10 锯齿形切断刀
1—横封电极;2、4—固定板;3—锯齿形刀
3.光电控制系统
卷筒塑料薄膜上的商标图案是按一定的间隔印刷的。由于商标印刷误差,薄膜变形不一,牵引时的打滑,以及其他随机因素的存在,横封切断位置可能偏离规定部位,甚至因误差积累而封切到商标图案上。为此必须设法控制封切位置,使其保持正确。光电检测控制方法由于其结构简单、非接触、高可靠性、高精度和反应快等优点,在袋成型-充填-封口机上得到广泛应用。
光电检测控制装置的工作原理如下:在薄膜间歇送进的机器上(图6-7-11),在薄膜被牵拉送进的过程中,薄膜上的定位标记遮住光电管时,光电控制系统发出电信号,控制气缸动作,使横封切断器迅速闭合,保证每次都在规定的位置处封接切断。
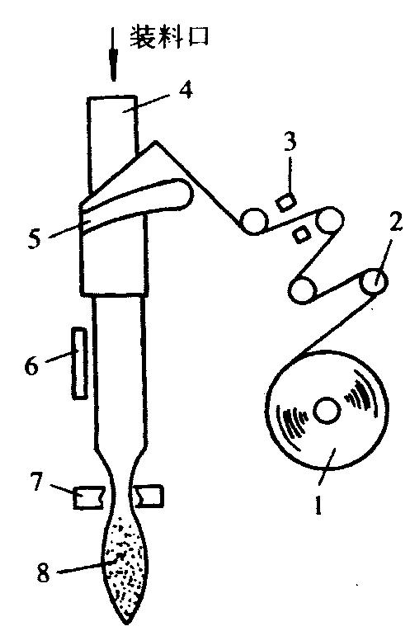
图6-7-11 间歇式制袋原理
1—塑料薄膜卷筒;2—导辊;3—光电管;4—充填筒;
5—成型器;6—纵封器;7—横封器;8—包装袋
在薄膜连续送进的机器上需设置随机自动调位装置,常见光电控制式自动调位机构有锥齿差动式和圆柱齿轮差动式两种。
锥齿差动式自动调位机构的结构如图6-7-12所示。其调位原理如下:在包装材料上的商标图案与包装物品相对位置符合要求时,光电装置(图中未示)发出停转信号,即可逆电机1、减速器2、齿轮3及4、中心轮11圆定不动,这时运动由链轮15输入,经行星轮12、中心轮13、齿轮14、7及6驱使拉压纸滚轮8及9运动,以实现正常送纸;当商标图案与包装物品的相对位置发生错位时,即发生商标超前或滞后现象时,
设置在包装机上的光电信号对比装置利用印在卷筒薄膜上的黑色标记发出超前或滞后信号,控制可逆电机1正转或反转,并经减速器2和齿轮3、4使中心轮11转动,这时差动机械得到附加转动,从而使滚轮8、9的转速增加或减慢,直至商标图案与包装物品的错位消除时,可逆电机便停止转动。可逆电机1的转动时间,由时间继电器在0.5~1s范围内调节,所以在调位过程中,根据包装材料上的黑色标记偏位程度的不同,可作多次调整,直至符合要求为止。可逆电机除受信号对比装置控制外,也可通过按钮作手动调位。
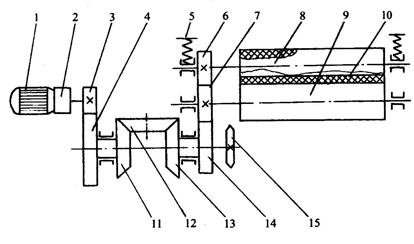
图6-7-12 锥齿差动自动调位机构
1—可逆电机;2—少齿差减速器;3、4、6、7、14—齿轮;5—压纸滚轮弹性支承;
8—压纸滚轮;9—拉纸定长滚轮;10—橡胶层;11、13—中心轮;12—行星轮;15—主动链轮
圆柱齿轮差动调位机构如图6-7-13所示。其工作原理是:当包装材料上的商标图案与包装物的相对位置符合要求时,当电装置发出停转信号,可逆电机1就不转动,内齿轮4也固定不动,这时运动由链轮3输入,经中心轮6、行星轮5、齿轮9、8、7,使滚轮11、10转动,实现正常送纸;当商标图案与包装物品发生错位时,即发生商标图案超前或滞后现象时,光电装置即发出超前或滞后信号以控制可逆电机1正转或反转,并经蜗轮副使内齿轮4转动,即使差动机构得到一个附加转速,从而使滚轮10、11的转速增加或减慢,直到商标图案与包装物品的错位消除时,可逆电机便停止转动。
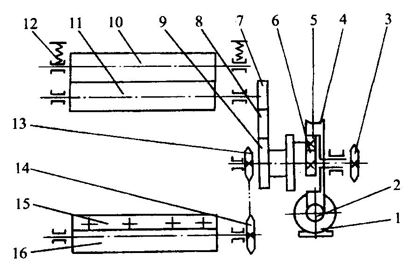
图6-7-13 圆柱齿轮差动调位机构
1—可逆电机;2—蜗杆;3—输入链轮;4—蜗轮(内齿轮);5—行星轮;
6—中心轮;7、8、9—齿轮;10—压紧滚轮;11—定长滚轮;12—弹性支承;
13、14—链轮;15—切断刀;16—切断刀轴
返回目录页
|

