|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第六章 真空(充气)包装机械
第二节 真空(充气)包装机的基本原理及结构
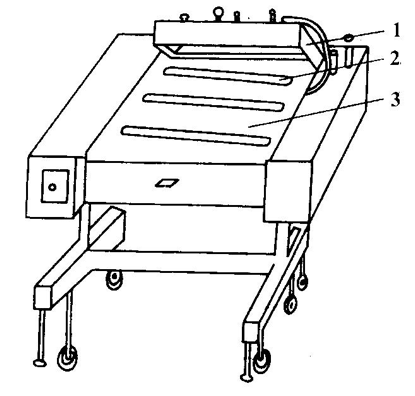
一、插管式真空(充气)包装机(图6-6-1)
插管式真空(充气)包装机是将包装物品放入包装袋中,开口处套插在抽口上,然后进行抽真空(充气)、封口、冷却后,取下包装成品。
该机结构简单,包装物品大小不限,适应性广,占地面积小,重量轻。但真空度较低。

图6-6-1 插管式真空(充气)包装机
1—热封条;2—抽口
二、腔式真空(充气)包装机(图6-6-2)
腔式真空(充气)包装机是将包装物品放入包装袋中,然后置入真空腔中,用手动或其它动力来关闭真空腔盖。然后抽真空(充气)、封口、冷却后,开启真空腔,取出包装成品。
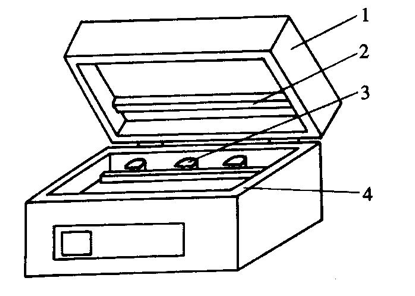
(1)台式真空(充气)包装机
1—上盖;2—热封条;3—抽口;4—腔体
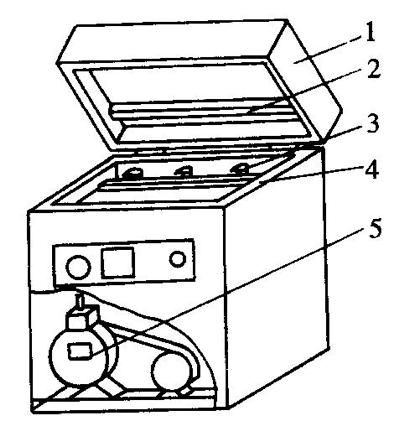
(2)立式真空(充气)包装机
1—上盖;2—热封条;3—抽口;4—腔体;5—真空泵
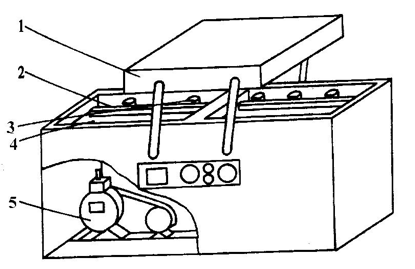
(3)双室单盖真空(充气)包装机
1—上盖;2—热封条;3—抽口;4—腔体;5—真空泵
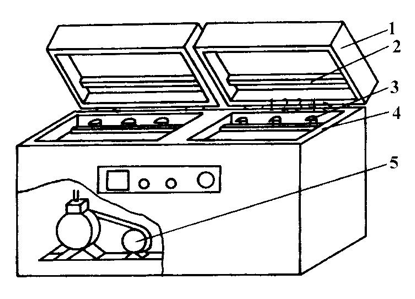
(4)双室双盖真空(充气)包装机
1—上盖;2—热封条;3—抽口;4—腔体;5—真空泵
(5)半自动真空(充气)包装机
1—上盖;2—热封条;3—输送带
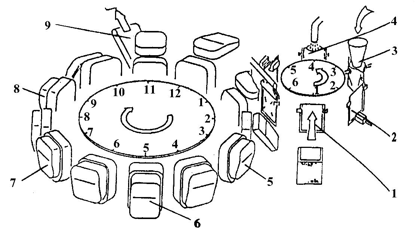
(6)回转式真空(充气)包装机
1—取袋工位;2—打印工位;3—固体物料充填工位;4—液体物料充填工位
5—抽真空工位;6—充填工位;7—热封工位;8—冷却工位;9—成品输出工位
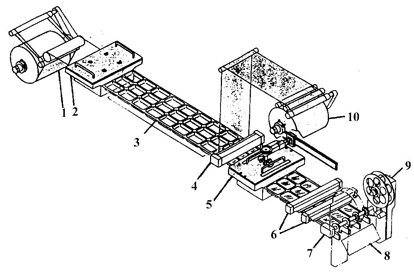
(7)直线式真空(充气)包装机
1—底膜;2—加热成型工位;3—充填工位;4—顶膜导迥装置;5—抽真空(充气)热封工位
6—纵切装置;7—横切装置;8—成品输出;9—余料卷取装置;10—顶膜
图6-6-2 腔式真空(充气)包装机
腔式真空(充气)包装机相对于插管式包装机的结构较为复杂,下面就几个主要结构简述如下。
(一)真空室
真空室一般由真空腔和上盖组成。该类机型的真空腔有卧式、立式或倾斜式几种。倾斜式的倾角可调,以防物品溢出。真空室内设有热封装置和抽气及充气抽口。
真空室通常由铸铝或不锈钢制成,为了观察方便,上盖也部分或全部使用有机玻璃。其密封可采用O型圈等。
(二)热封装置
热封装置是对包装袋封口区进行加热、加压,使之完成封口功能的装置。它主要由热封条、热封变压器、加压装置组成。
真空(充气)包装机通常采用脉冲加压封口法。工作时由加压装置产生压力,将包装袋压紧在电热带和耐热橡胶之间。电热带通以瞬时脉冲电流,迅速产生高温,使包装材料熔接,断电后,继续在加压状态下冷却,即完成封口。
热封条是安装与张紧电热带用的,它可由铝合金或环氧层压玻璃布板等非金属材料制成。对于内部通水冷却的热封条,建议用铝合金。
(三)真空室上盖的平衡机构
无论是单室还是双室,单盖还是双盖,在每一次工作循环中,真空室失去真空后,均需一增力平衡装置,使上盖容易打开或自动打开。
单室真空包装机一般采用两种方式,用拉伸弹簧或压缩弹簧,安装在机器的后部,拉伸弹簧在支点之后,压缩弹簧在支点之前。
双室单盖的真空包装机,一个上盖交替地在两个真空腔上工作,上盖、腔体及摇杆组成四连杆机构。增力平衡机构采用双向扭转弹簧,装在摇杆支承抽中部,无论上盖在哪个工作室上,弹簧均有反作用力,起协助抬起上盖的作用。
双室双盖的真空包装机的平衡机构可以不用任何弹簧,而是用杠杆机构。将两上盖在机器下方用杠杆相连,中间有一支点,杠杆两边长度及上盖重量相等,互相平衡变动上盖位置时只需稍加一点力即可使一个抬起,一个盖下,操作容易省力。该种机型为最常见的机型,适应性广,成本较低,使用维修方便。
(四)输送带
输送带通常由中间夹布的无毒塑料或橡胶制成,一般为分段式,每段上均固定有封口用的耐热胶垫等。
返回目录页
|

