|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第五章 裹包机械
第四节 接缝式裹包机
接缝式裹包机适用于食品、医药、日用百货、轻工、纺织、化工、五金、电器等行业中各种块状、棒状物品,如方便面、碗面、面包、馒头、饼干、巧克力,以及蚊香、面巾纸、香皂、电池、影碟、录音带和托盘物品等的自动包装。
一、基本原理
接缝式裹包机能利用包装膜料对成形块状物进行自动充填、裹包、封口、分切、排出等一次性连续自动包装。采用机电联动原理,设置供料输送机构,成袋机构及封口、排出等机构。其传动系统如图6-5-17所示。
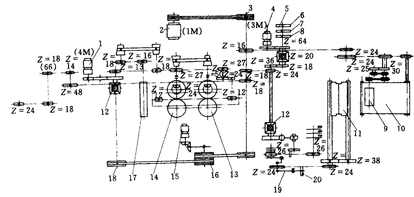
图6-5-17 BZ-801A型机传动系统
1—袋长补偿电机;2—主电机;3—传动分配轴;4—复位同步电机;5—凸轮轴;6—复位凸轮(ZQK行程开关);
7—控制电机(5QK行程开关); 8—计数凸轮(1QK行程开关);9—毛刷
10—排出输送带;11—端封切断器;12—差速器;13—横封器(中间封口)
14—牵引夹轮;15—调节纸长短控制电机;16—皮带无级调速器
17—送纸胶轮;18—传动输出轴;19—调节手轮(切刀调整在产品中间)
20—调节手轮(刀架封切表面速度与包装材料输送速度相符合)
枕型自动包装机基本工作原理如图6-5-18所示。
整卷包装膜料安装在卷筒轴上,机器工作时,包装膜料经一系列导辊抵达成袋器,折叠成矩形筒袋状被牵引夹轮夹位叠缝横向引进。同时,横封滚轮对横向叠膜进行封口。被包装物由导轨内的输送链上推板推入成袋器内,被成袋器后面的塑料毛刷输送带带动,与包装筒袋同步横向传送到端封切断器完成前一袋顶封,下一袋底封,并从两个封口间切断工序,最后由毛刷协助从排出输送带上排出,完成对被包装物的枕型包装全过程。
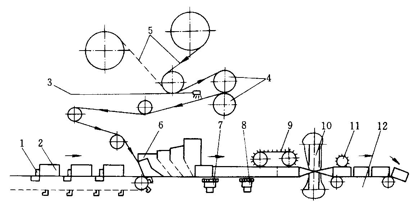
图6-5-18 枕型自动包装机工作原理图
1—推板;2—被包装物;3—光电传感器;4—预牵引辊;5—包装膜料
6—成袋器;7—牵引夹轮;8—横封滚轮;9—塑料毛刷输送带
10—端封切断器;11—毛刷;12—排出输送带
二、主要结构
为完成以上裹包工序,枕型自动包装机设置以下主要结构。
(一)进料输送部件
进料输送部件由具有稍大于推板宽度距离的两块平行导板、装有一定间隔距离推板的链条、链轮等组成。输送链条由传动分配轴上的链轮带动在导轨内作环形运转,链条上的推板把导板上的被包装物推向成袋器内,完成供料任务。
(二)膜卷架
如图6-5-19所示,膜卷架由一系列滚筒组成。
该机可装两捆膜卷以备待换,分别安装在轴1、2上,通过轴上两锥形压辘位置的移动来调整膜卷轴向位置与输送传动链条和成袋器对中,以保证在送膜过程中膜料不会跑偏,包装膜走向如图6-5-19箭头指向所示。
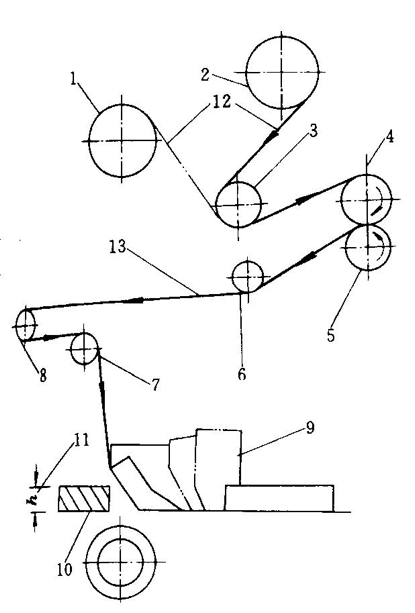
图6-5-19 膜卷架示意图
1、2—包装膜卷轴 3、6、7、8—导向、张紧滚筒 4、5—预牵引辊;9—成袋器
10—被包装物;11—被包装物厚度;12—包装膜料;13—包装膜料走向
(三)成袋器
如图6-5-20所示,成袋器的功能是将包装膜料按被包装物的相应尺寸折裹成矩形筒状袋。筒袋宽度通过成袋宽度调整手轮3获得;筒袋高度通过成袋高度调整手轮2使叶片1升降得到。
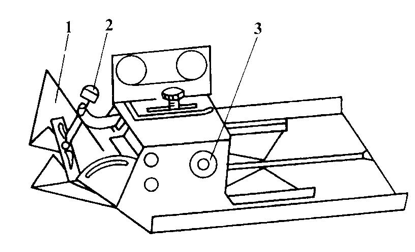
图6-5-20 成袋器
1—叶片;2—成袋高度调整手轮;3—成袋宽度调整手轮
(四)横封结构
横封结构包括一对牵引夹轮、预热板、塑料毛刷环形带和一对内装电热管的热封滚轮(位于牵引夹轮后),包装膜料叠缝通过此对滚轮时被热合封闭,完成中间封口。
(五)端封切断器(图6-5-21)
端封切断器是由内装电热管兼热封器的刀座和上、下刀片组成,刀片装在具有两个热封面间的刀座上,它的功能是进入筒袋内的被包装物完成中间封口后,由于牵引夹轮连续转动和毛刷输送环带带动下继续往下一工序进给,在光电系统的控制下,端封切断器跟踪色标对膜料进行热合封闭和切断。端封切断器每次同时完成前一袋的顶封和下一袋的底封,并在两个封口之间切断。端封切断器每转一圈就完成前一袋的全部裹包任务和下一袋的底封任务。
刀夹和刀片的位置在出厂前已调整好,有时在运输过程中由于激烈振动可能产生螺纹配合的松动,有必要进行调整。
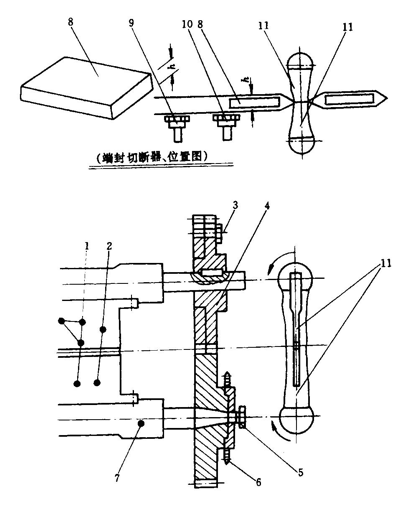
图6-5-21 端封切断器略图
1、2—刀夹;3—螺钉;4—齿轮;5—锁紧螺钉
6—正齿齿轮;7—轴;8—被包装物;9—牵引夹轮
10—横封滚轮;11—端封切断器
若刀夹1、2的封口面在垂直方向彼此不成一条直线时,则需要调整。方法如下:
(1)松开锁紧螺钉5。
(2)顶松齿轮6、链轮组。
(3)旋动轴7使刀夹封口正确,啮合再固紧螺钉5。
若刀片接触不当也需调整。方法如下:端封切断器下刀夹内装有一固定刀片,上刀夹内装有一带刃口的可调刀片,当刀夹封口面啮合调好后,松开固定刀片的两个螺钉,旋转顶部五支调节螺钉,使其尖刀和平刀片接触密合后再固紧螺钉。不要加压过大,以免刀片受损。
以上调整都在温室下进行,当加热到使用温度以后,受热膨胀影响,应需再次检查或重新调整,确保剪切热封效果。
(六)电气原理
(1)主电机1M为整机器路传动系统的动力。其启动连续运转和点动的速度均可无级调速。由电位器调节。
(2)该机调节送膜长短由可逆电机(5M)移动无级调速器的位置来达到,当5M电机正转,通过丝杆和螺母带动调速器左移,调速器自动改变两根皮带的速比,加快送纸滚轮转动,从而增加送膜长度;反之向右移动,减少送膜长度。
(3)传动输出轴与其上的差速器传给送纸滚轮,同时还与4M电机配合完成“跟踪”目的。而4M的正转(向前送膜)和反转(向后送膜)是由光电跟踪系统发给指令,以切刀口(端封切断器)为准。若刀口切在膜色标的后方(相对输送方向)这是超前,光电跟踪系统“指令”使其得电反转,其速向与传动输出轴速向相反,通过差速器比较后,稍为减速,使送膜滚轮送膜行程短点;反之增快速度,将膜带往前移点,使得送膜长度始终保持在预先选定的长度上,并保持切刀切在色标上(或其附近)。
(4)3M电机专为“复位”设置,凸轮轴上有3个凸轮分别与电气行程开关1QK、3QK相并联。其中计数凸轮位置定置随便,轴带它转一周,使1QK接通1次,计数器计数1次。关键是复位凸轮与电眼凸轮和它们相应的行程开关2QK、3QK之间的调整。当复位凸轮最凸处将2QK顶开时,此时电眼凸轮的凹凸交界处恰好使其相应行程开关3QK处于放松状态。所谓的“复位”即指此位置。
(5)预热装置,其功能是使包装膜进入中间封口前经预热板,使包装膜预热平直,保证中间封口质量稳定。预热装置由2支220V、100W内热式电烙铁芯、预热开关、可控硅调压器组成,控制预热器电压在80~120V即可。
(6)温度控制系统,其由温度控制器、电热器、热电偶、控制开关等组成,分横封和端封两部分控制,原理相同。
不同的包装材料有不同的封口温度,根据需要旋动温控器度盘让红线条指在所需温度值处(一般中封调到200℃左右,端封调到200~250℃之间)。然后打开控制开关使温度表得电,由热电偶从发热元件处传递热信息,热度低于所需值,温度表动作使继电器吸合接通电热器,电源加热,加温达到所需温度时,继电器断电,电热器失电,停止加温。这样周而复始,从而达到自动控制温度的目的。
该机调节范围广,当产品规格变更时调整简便、迅速、灵活,装有光电跟踪自动控制系统和自动计数装置,分切位置准确,封口牢固、美观,是块状物品和盘托物品包装的理想设备。
返回目录页
|

