|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第五章 裹包机械
第二节 折叠式裹包机
一、应用范围
折叠式裹包机可对单件、多件方体或盒状物品,如香烟、录音带、影碟及盒装物品进行六面自动包装。也可以对同一规格形状的条状、圆状、块状、棒状物,如香烟、铅笔、饼干和口香糖等数件集合包装。
折叠式裹包机是食品、医药、化工、日用品及烟草等行业产品自动包装的理想设备。
二、基本原理和主要结构
(一)折叠式裹包机主要组成部分
折叠式裹包机主要由电机、电器控制箱、传动机构、包装材料供给机构、被包装物供给机构、包装执行机构、产品送出机构、机身等部分组成。
(二)折叠式裹包机的基本原理和主要结构
折叠式裹包机一般能自动完成包装材料、被包装物供给、折叠裹包封闭及产品排出等主要工序。整机结构有采取机电联动和机电气联动方式;包装供给由牵引辊筒、牵引辊轮送给、被包装物供给及排出由环形输送链条上的推进板完成,或由连杆升降机构及作往复运动推板来实现;折边封闭可根据包装材料采取粘合剂或直接热压封闭方式;折叠裹包采取成型器和折叠导向板来完成。如图6-5-1、图6-5-2、图6-5-3所示。
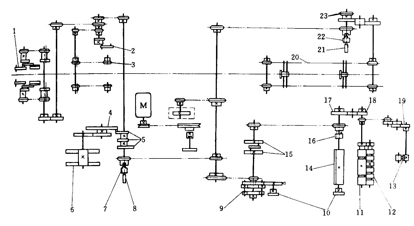
图6-5-1 折叠式裹包机传动系统示意图
1—排出机构;2—取料机构;3—排出推进器;4—间歇机构;5—凸轮;6—回轮塔;7—安全装置
8—微动开关;9—差动轮系;10—手动手柄;11—下纸滚轮;12—橡胶滚轮;13—小口切刀
14—旋转切刀;15—变速装置;16—手动离合器 17、18—交换齿轮;19—椭圆齿轮
20—供料推进器 21—微动开关 22—安全装置 23—外接自动供料用链轮
如图6-5-1所示,该机动力由电动机(M)获得,经皮带传至减速箱,再经链条或齿轮传至各部位,由电器控制系统控制,从而得到所需速度及动作。
电机启动、机器工作(图6-5-2)。经加料输关带进入料仓的被包装物,被推料器从料仓底部依次推出往左运行(ξ),当被包装物触动微动开关时,电磁铁吸合,包装膜、带通过一套链轮、齿轮及进给辊转动送下(7)(此前包装膜及窄带已被热封器粘合,并被撕口切刀破成“Ω”形),当包装膜让被包装物推过缺口处约15~20mm时被切刀切下,在继续往左运行中,包装膜把被包装物初步裹包成“𐅝”,推料器沿水平方向将其推入回转塔体上一个成型盒中,此时被包装物已有五个面被挟在其间,仅留出一长侧面。当回转塔逆时针方向转至90°时,回转塔停止转动,折叠爪与热封器对此长侧面进行折叠热封;回转塔再转45°时,此成型盒起止回转180°,位于进料相对水平方向,回转塔停止运动,卸料器移到成型盒最里面勾出被包装物往左推送(每当回转塔转动45°稍停时,即为位于水平方向上相对的两个成型盒分别接入或排出一件被包装物),排料输送器把包装物往左推送,在其通过侧导板时,侧导板将长侧面伸出的包装膜余边同时分别对前后两短侧面左半部进行折叠;当其通过上折边板时,被包装物上侧面伸出的包装膜余边被向下折叠;当被包装物通过时,其底面伸出的包装膜被向上折叠,已完成六面折叠裹包的被包装物让排料输送至两短侧面热封器Ⅰ进行第一次热封,最后由机械手将其送至短侧面热封Ⅱ完成第二次加固热封后排出。
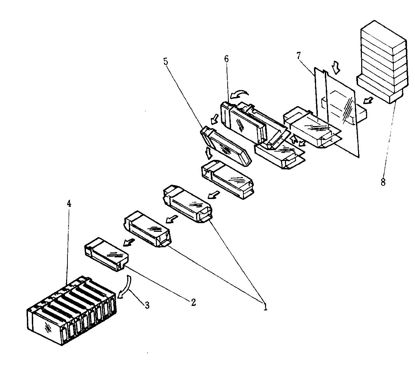
图6-5-2 折叠式裹包机裹包工艺流程图
1—两侧面折边;2—短侧面热封Ⅰ;3—物件翻转;4—短侧面热封Ⅱ
5—长接口热封Ⅱ;6—长接口折边及热封Ⅰ;7—包装膜下降;8—被包装物依次推出
该机主要由加料器、被包装供给系统、卷轴及包装膜进给切割部分、回转塔、长侧面折边及热封装置以及卸料器、短侧面折边及热封装置、排料机械手等结构组成。简述于下:
(1)加料器。由料仓、加料输送带组成。位于机器右端(料仓能根据被包装物大小及重量调整适当倾斜角),被包装物经输送带进入料仓后被推料器(图6-5-3)从料仓底部逐件推出送往回转塔。
(2)被包装物供给系统。由装有推进器作环形运转的输送链条构成,其节距可根据被包装物大小设置,一般推进器为5个,其位置如图6-5-3中15、16所示,其功能是将裁下的包装膜和被包装物一并推进回转塔成型盒中,在推送过程中,包装膜把被包装物裹包成形如“𐅝”状。
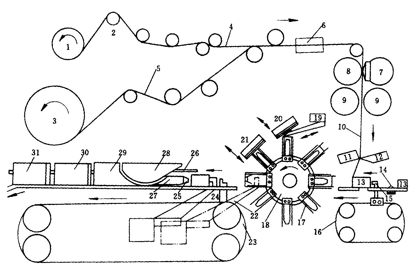
图6-5-3 折叠式裹包机主要机构布置图
1—折封窄带卷;2—导向滚筒;3—包装膜卷;4—折封窄带;5—包装膜;6—窄带、包装膜热封器
7—撕口小切刀;8—承受辊;9—进给辊;10—已粘合膜带;11—固定切刀;12—旋转切刀
13—被包装物;14—微动开关;15—推料器;16—供料机构;17—成型盒;18—回转塔
19—折叠爪 20—长侧面接口折叠爪兼热封器Ⅰ 21—长侧面接口热封器Ⅱ 22—卸料器 23—排料机构
24—排料输送器 25—导轨 26—上导板 27—侧导板
28—上折边板 29—下折边板 30—短侧面热封器Ⅰ 31—短侧面热封器Ⅱ
(3)卷轴部分。包括包装膜卷轴、折封窄带卷轴、滚筒系、热封器等组成,如图6-5-4所示。
它的功能是当进给辊牵引把带、膜进给时经热封器粘合;为了防止包装膜烧焦,该机设有进给停止机构,当进给停止时,热封器能自动脱离被热封薄膜表面。
(4)包装膜进给及切割部分。由撕口切刀及其承受辊、进给辊、橡胶滚筒、切刀等组成。机器工作时,张紧滚筒松开包装材料卷上制动器,进给辊转动带动包装膜进给,在相应时刻撕口切刀把窄带及包装膜撕成形如“Ω”破口,旋转切刀把包装膜切断,完成膜料进给任务。包装膜及被包装物在推进器推动下沿导轨水平方向进入回转塔成型盒。此部分装置如图6-5-3中7~12所示。
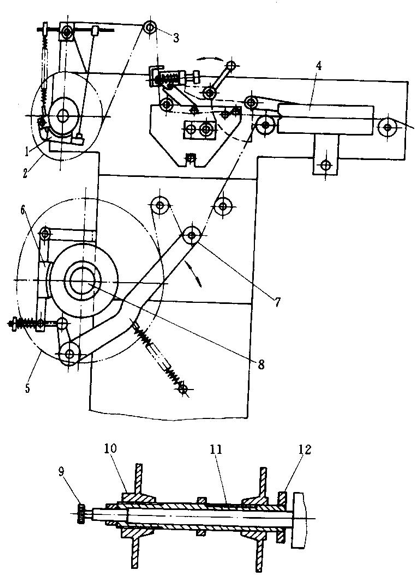
图6-5-4 卷轴部分装置简图
1—折封窄带卷;2—制动器;3—窄带张紧轮;4—带、膜热封器;5—包装膜卷
6—制动器;7—包装膜张紧滚筒;8—膜卷轴;9—宽度调节旋钮
10—活动压紧盘;11—位置标牌;12—制动盘
(5)回转塔装置。回转塔通过螺栓和垫圈固定在间歇转动轴上作45°间歇运转。主要由回转体、8只固定座和8个回转成型盒组成,当被包物尺寸改变时,可更换固定座、侧板和板。尺寸改变较大时须重新整体设计,如图6-5-5所示。
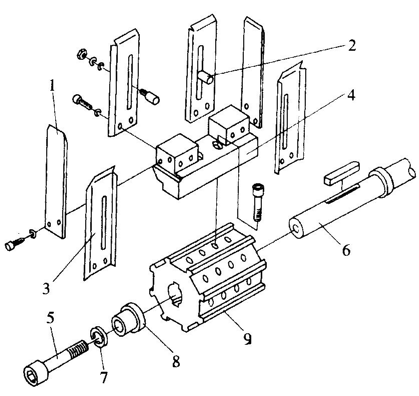
图6-5-5 回转塔装置
1—侧板;2—定位器;3—挡板;4—固定;5—螺钉
6—轴;7—垫圈;8—套;9—回转体
返回目录页
|

