|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第四章 封口机械
第四节 封罐机
罐是指其口部直径大于38mm的广口容器。封罐形式的不同,所用的封罐机不同。本节着重介绍玻璃罐、马口铁罐、铝罐的封罐机原理。
一、封罐形式
(一)卷封式封罐〔图6-4-18(1)〕
玻璃罐盖用镀锡薄板或涂料铁制成,橡皮胶圈嵌在罐盖盖边内,卷封时由于辊轮的推压将盖边及其胶圈紧压在玻璃罐罐口边上。
(二)旋转式封罐〔图6-4-18(2)〕
玻璃罐盖底部内侧有盖爪,玻璃罐颈上有螺纹,和盖爪恰好相互吻合,置于盖子内的胶圈正好紧压在玻璃罐口上,保证了它的密封性.
(三)抓式封罐〔图6-4-18(3)〕
抓式封罐适用于玻璃罐,罐上没有螺纹,加盖后施用压力下压时,罐盖上有几处向内侧弯曲部分就会将罐身钩住。
(四)侧封盖式封罐〔图6-4-18(4)〕
该封罐方式适合于侧封式玻璃罐。
罐盖底部向内弯曲,并嵌有橡胶垫圈,当它紧密贴合在罐颈侧面上时,便保证了密封性。
(五)卷边封罐〔图6-4-18(5)〕
将罐盖与罐身凸缘的周边,通过互相卷曲钩合的形式封罐。该方式多适用于“三片罐”和“二片罐”。
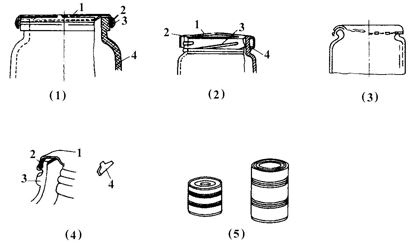
图6-4-18 封罐机封罐型式图
(1)卷封式玻璃罐 (2)旋转式玻璃罐 (3)抓式玻璃罐 (4)侧封式玻璃罐 (5)卷边封罐
1—罐盖;2—罐口边凸缘;1—罐盖;2—胶圈;1—瓶盖;2—特种胶圈
3—胶圈;4—玻璃罐身;3—罐口凸环;4—盖爪 3—供开盖用瓶口凸缘;4—开盖工具
二、封罐机种类
由于卷封式、螺旋式、旋转式玻璃罐目前已很少使用。所以这里主要介绍玻璃罐自动封罐机和金属罐封罐机。
(一)玻璃罐自动封罐机
玻璃罐自动封罐机是单机头两滚轮式500mL玻璃罐自动封罐设备。本机根据玻璃罐的罐口尺寸误差大、易破碎等特点对机头、下托盘、抽真空等机构进行设计的。它具有密封程度好、真空度高、机头简单、调整维修方便、可减轻劳动强度、瓶罐破损率低(0.2%~2%)等优点。
机头部分如图6-4-19所示,它由进瓶转盘、封罐机头、机座、传动和电气等部分组成。电动机通过三角皮带由摩擦离合器经蜗轮减速及齿轮、凸轮等传动各部分机构工作。中心凸轮8驱动弹力曲臂杠杆7,推动滚轮23进行封口。真空室采取泡沫像胶圈15密闭,抽空与排气由托盘凸轮牵动控制阀,橡胶下托盘21采用橡胶托盘。
当有瓶盖的玻璃瓶,由分瓶螺旋及进罐输送机构送入星形拨盘20内,拨盘间歇地将罐送入封罐机头处,在托罐及压盖动作后,瓶罐固定不动,即由机头封口滚轮进行真空封口,复位后,仍由星形拨盘拨至出口处送出。
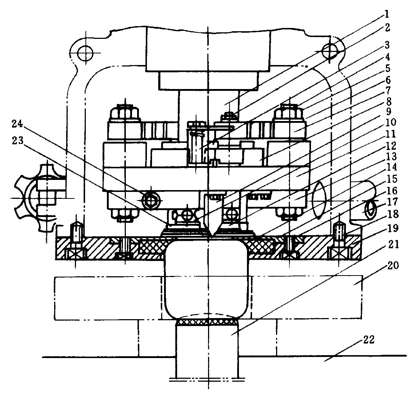
图6-4-19 玻璃罐自动封罐机头
1—凸轮套;2—压轮;3—复位弹簧;4—杠杆轴;5—杠杆轴螺帽;6—轴垫;7—弹力曲臂杠杆
8—中心凸轮;9—导正爪;10—偏心滚轮轴;11—机头盘;12—卡口;13—曲臂14—压橡胶钢盘
15—泡沫橡胶圈;16—螺栓;17—真空管道(由托盘凸轮牵动错气阀控制);18—密闭螺栓
19—密封盘 20—星形拨盘 21—橡胶下托盘 22—机座平台 23—滚轮 24—锁紧螺栓
(二)金属罐封罐机
根据金属罐的种类及封罐要求不同,封罐机有多种类型,一般可分为手动封罐机、半自动封罐机和自动封罐机。
手动封罐机是一种单工位的机器,既可以脚踏驱动,也可以用电动机驱动,但要用手把罐放到封口工位上,然后人工操纵启动封罐过程。
半自动封罐机是电动机驱动的单工位机器,罐被置于封口工位,按下启动按钮或操纵杆后,封罐过程就自动进行。
自动封罐机可以是单工位的,也可以是多工位的机器,罐由传送带送到封口工位,由带有均匀分布的凸片或进给链叉的传输链将罐等间隔地安置在传送带上,传送带与封罐机上的封口装置联动。
金属罐普遍采用二重卷边法封罐,图6-4-20所示为常用的圆形罐卷边封罐机的主要机构及卷边封口工艺过程。分盖器13从罐盖存槽12中分离出一支罐盖,并由推盖板推出落入由输罐机构及推头15推送过来的罐口上,推头继续将带盖罐头送入带槽转盘11,由转盘将罐送至卷封工位;托罐盘10将罐上推(或同时旋转),罐盖被上压头紧压在罐口上,同时2个卷边滚轮8在封盘7旋转带动下,沿罐口先后2次加压滚动,使罐口翻边和罐盖圆边相咬合,进而卷曲,最后压紧完成二重卷边封口;卷封后的罐头由转盘带离卷封工位,并由输罐机构输出。两滚轮分别滚压卷封的过程如图6-4-21所示。卷边内的缝隙由事先涂注在罐盖圆边内的密封胶膜填充,进一步保证封口卷边的密封性。
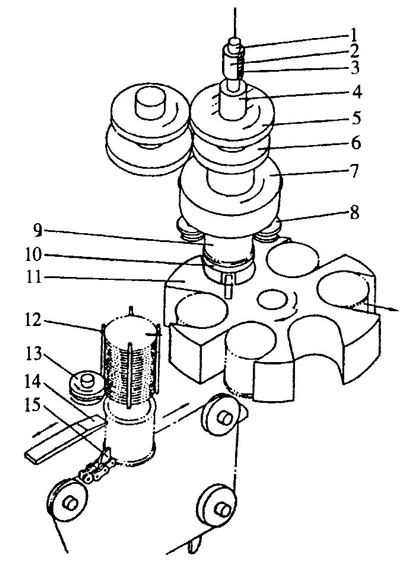
图6-4-20 金属罐封罐机工艺过程图
1—压盖杆;2—套筒;3—弹簧;4—上压头固定支座 5、6—齿轮
7—封盘;8—卷边滚轮;9—罐体;10—托罐盘;11—带槽转盘
12—罐盖存槽;13—分盖器;14—推盖板;15—推头
金属罐的罐型种类很多,而且各种罐头封罐要求也不同。为了满足多种需要,我国已有多种类型的卷边封罐机。一些典型的卷边封罐机的结构特点及使用性能见表6-4-3。
表6-4-3典型卷边封罐机的结构特点及使用性能
国产设备新型号
|
GT4A6
|
GT4B1
|
GT4B2
|
GT4B4
|
GT4B6
|
GT4B7
|
GT4B12
|
GT4B13
|
国产设备原型号
|
GBF-40
|
GF-612
|
GF-014
|
QYZ-160
|
QF-180
|
YG1
|
QZ4-132
|
|
可封罐型
|
圆罐异型罐
|
圆罐
|
圆罐
|
异型罐
|
圆罐
|
异型罐
|
圆罐
|
圆罐
|
卷封机构数目
|
单头
|
单头
|
单头
|
单头
|
单头
|
四头
|
四头
|
六头
|
每头卷边滚轮数
|
四滚轮
|
两滚轮
|
四滚轮
|
四滚轮
|
四滚轮
|
四滚轮
|
四滚轮
|
两滚轮
|
完成滚轮周向旋转运动的罐身工作状态
|
罐身固定
|
罐身固定
|
罐身固定
|
罐身固定
|
罐身固定
|
罐身固定
|
罐身固定
|
罐身自转
|
完成滚轮径向进给运动的作用元件
|
盘形凸轮与摆动从动杆
|
偏心套筒
|
行星齿轮偏心销轴
|
盘形凸轮与摆动从动杆
|
盘型凸轮与摆动从动杆
|
端面凸轮与直动从动杆
|
行星齿轮偏心销轴
|
固定内圆柱端面凸轮
|
完成滚轮仿型运动的作用元件
|
罐型靠模
|
|
|
罐型靠模
|
|
罐型靠模
|
|
|
卷材操作条件
|
非真空
|
非真空
|
真空
|
真空
|
非真空
|
非真空
|
真空
|
非真空
|
自动化水平
|
半自动
|
自动
|
自动
|
自动
|
自动
|
自动
|
自动
|
自动
|
生产能力/(片/min)
|
圆罐40异型罐25
|
40~50
|
42
|
方型罐60马蹄型罐30
|
80
|
90~150
|
132
|
100~250
|
电机功率/kW
|
1.5
|
1.5
|
1.5
|
2.2
|
1.5
|
5.5
|
4
|
2.2
|
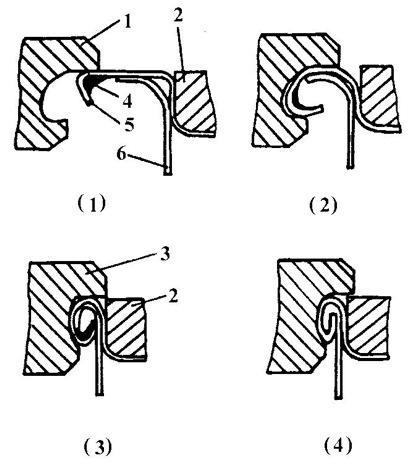
图6-4-21 二重卷边过程
(1)头道卷边开始 (2)头道卷边结束 (3)二道卷边开始 (4)二道卷边结束
1—头道滚轮;2—压头;3—二道滚轮;4—密封胶;5—罐盖;6—罐身
返回目录页
|

