|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第四章 封口机械
第二节 封袋机
(三)抽气式封口机(图6-4-8)
这是一种新型的封口机,其原理是将包装袋中的空气抽去,使袋内形成真空少氧环境,从而延长了被包装产品的保质期。用此机封口可以防止蔬菜水分的蒸发,防止水果中芳香类物质的分解挥发,以及其他食品中脂肪类物质的氧化。同时亦能抑制细菌的繁殖速度,延长食品的存放时间。用此机包装茶叶、药品、香烟等物品可以防潮、防霉、防串味,包装羊毛衫、毛料之类可以防蛀。若与冰箱配合使用效果更佳,可以防止冰箱的脱水作用。
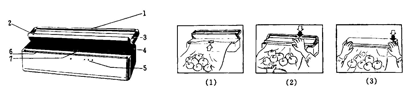
图6-4-8 抽气式封口机工作原理
1—封口压杆;2—袋口压盖;3—封口开关;4—抽气开关
5—封口时间指示灯;6—封口电热丝;7—抽气嘴
操作时将封口压杆1斜靠在袋口压盖2上,袋口套入抽气嘴7〔图6-4-9(1)〕。袋口拉平后盖上盖2压住袋口,同时压下抽气开关4开始加压抽气,此时保持封口压杆1上抬〔图6-4-8(2)〕。抽气时间可根据各种物品的需要来定,当塑料袋被吸扁后翻下封口压杆压住袋口〔图6-4-8(3)〕。封口开关3接通通电,按所封塑料袋的厚薄及材料控制封口时间。这种封口机包装的产品,保鲜效果很好,以致有很多厂家把此类封口机又称保鲜机。
(四)超声波封口机(图6-4-9)
这是一种投资费用较大,适应薄膜范围广的封口设备,它可以热封用其他热封方法难以热合的薄膜(如聚酯膜、铝箔等),用超声波热封效果很好。对于较厚的包装材料和厚薄不匀的材料,采用超声波封口都能取得较好的效果。
超声波封口的原理是声波频率高于20kHz的超声波,使封口工具产生每秒2万多次的超声波机械振动,此振动使两贴合的塑料表面摩擦热熔,由于热量产生在塑料接合的内表面,包装内容物不受热,冷却后的焊接缝口牢固美观。
虽然超声波封口质量较好,适用范围广泛,同时也能达到一定的封口速度,但其设备结构复杂,维修有一定难度,设备一次性投资较高,对于大批量生产或对封口质量要求较高的产品,选用超声波封口仍是一种较好的方案。
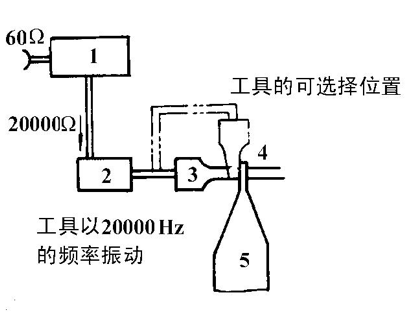
图6-4-9 超声波封口原理
1—超声波发生器;2—变频器;3—封口工具;4—供选用的工具位置;5—被封包装袋
(五)高频封口机(图6-4-10)
高频封口机主要用于聚氯乙烯包装袋的封焊,其封口原理是薄膜被压在上、下高频电极之间,通以高频电流,薄膜因有感应阻抗而发热熔融封口。高频封口是内热式加热,中心温度均匀,封口强度较高。但它不适用于低阻抗薄膜的封口。
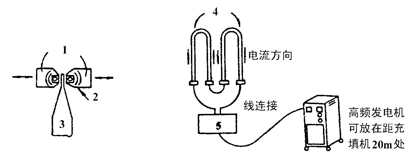
图6-4-10 高频封口原理
1—高频头;2—磁场;3—包装袋;4—电感器;5—接线盒
二、其他袋封口机
除了广泛使用塑料袋外,在面粉厂、水泥厂、化肥厂、仓库和码头等地,常使用麻袋、纸袋、塑料编织袋等包装产品,这些袋常采用缝合式的封口机封口。
平缝合〔图6-4-11(1)〕。将包装袋的两平边直接用线缝合而不需折叠。
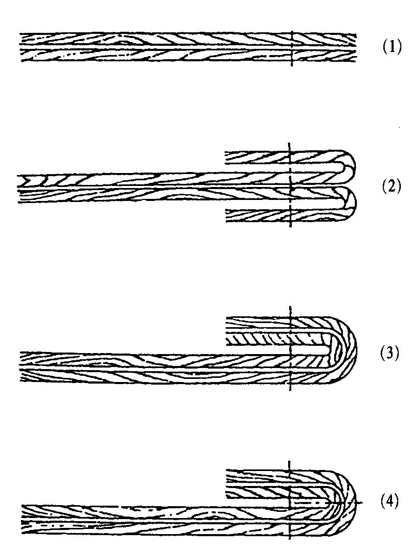
图6-4-11 基本缝合方法
(1)平缝合;(2)向外缝合;(3)单向转折缝合;(4)复合缝合
向外缝合〔图6-4-11(2)〕。将包装袋的两邻边相背折叠,然后贯穿4层缝合以防止毛边脱开。
单向转折缝合〔图6-4-11(3)〕。将包装袋的两邻边向同方向折转,然后贯穿4层缝合,这种缝合方法也称作重叠缝法。
复合缝合〔图6-4-11(4)〕。此种缝合法是平缝合和单向缝合二者复合而成,即先将包装袋的两相邻平边缝合,在缝线外处将二缝合边向同一方向折转,然后再贯穿4层缝合。
缝合的线迹型式可以是单线链式或者是双线链式。缝纫线可采用棉线、纯纺麻线、维尼纶线等。
手提式缝合机结构紧凑,小巧玲珑。一般采用优质钢和铝合金制造,重量为4.5~5.3kg。可以流动使用,操作简便,常用于中、小型工厂、仓库、码头等地,缝封各种盛满货物的麻袋、纸袋、塑料编织袋、乳胶袋、帆布袋的袋口。
自动缝合机(图6-4-12)由缝纫机头和一个输送带组成,用以缝合较重的包装袋。输送带的速度可调,能与各种包装生产线匹配,完成生产线缝口操作工序。
有些自动缝合机在机头支架4上相对安装2个机头,一旦发生故障,转动机架即可更换机头。在备用支架5的上方,安装1台秤,即可得到1外完整的装袋兼封口系统。输送带可按不同高度的口袋封口作相应调整。机器脚轮可随意移动。
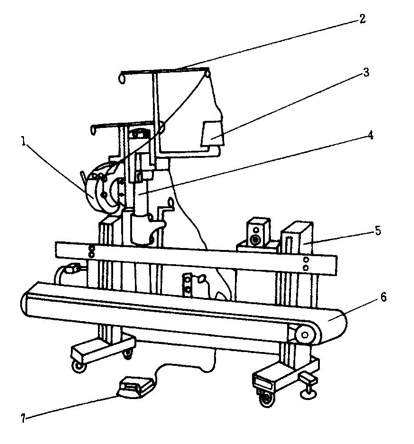
图6-4-12 自动缝合机
1—缝纫机头;2—线挑;3—缝纫线;4—机头支架
5—备用支架;6—输送带;7—脚踏开关
返回目录页
|

