|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第四章 封口机械
第二节 封袋机
封袋机是最普遍应用的一种包装机械,国内能生产这类封口机的厂家有近百个,品种比较齐全,基本上可以满足国内市场的需求。最常见的封袋机是塑料袋封口机以及编织袋、纸袋、麻袋、布袋等的缝口机。
一、塑料袋封口机
塑料袋封口机是一类量大面广的封口机械。从封口长度为200mm的小型封口机到封口长度为1200mm的大型封口机,从手压、脚踏封口机到自动连续封口机,从接触式加热的热板、环带、热辊、脉冲、高频封口到大量接触式加热的超声波、电磁感应、热风熔焊、辐射熔焊等不同类型的设备均可生产,且产品质量稳定。
塑料袋封口机的种类很多,根据封口时的加热方式和封合方法的不同,其主要类型、封口方法、工作原理及其特点如表6-4-1所示。
表6-4-1塑料袋封口机分类及工作原理
方式
|
封合方法
|
示意图
|
工作原理
|
特点
|
适应薄膜
|
接触式热封
|
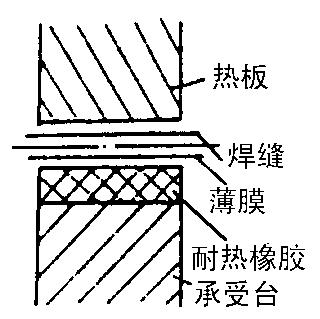
热板加压封合
|
示意图(1)
|
将热板加热到预定的温度,将要封合的薄膜紧压在承受台上,使其封合
|
结构简单,封合速度快
|
聚乙烯类膜,不宜于热收缩及聚氯乙烯膜
|
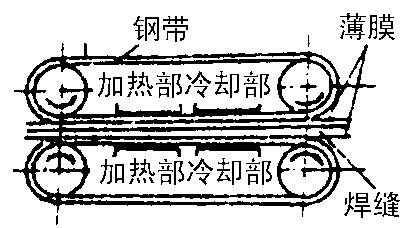
环带热压封合
|
示意图(2)
|
一副环带,夹着要封合的薄膜,并在两侧对薄膜加热、加压、冷却,实现封口
|
结构较复杂,能连续工作,用于单个充填袋的封口
|
易热变形的塑料膜及复合膜
|
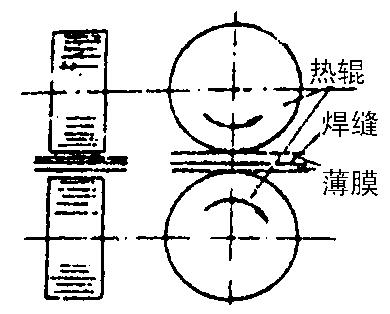
热辊加压封合
|
示意图(3)
|
经过加热的热辊(一个或者一对)作对滚运动,需热封口的薄膜连续通过两辊之间,即被封口
|
能连续工作,效率高,主要用于制袋
|
复合薄膜
|
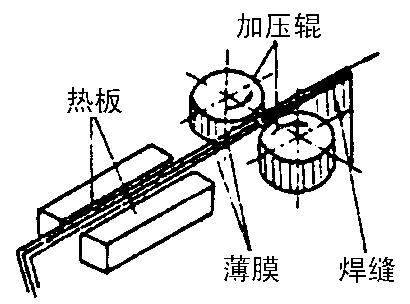
预热压纹封合
|
示意图(4)
|
薄膜先经过一对预加热的热板,再经一对相向回转的加压辊轮进行压纹封口
|
结构简单,能连续工作
|
热变形较大的塑料膜
|
接触式热封
|
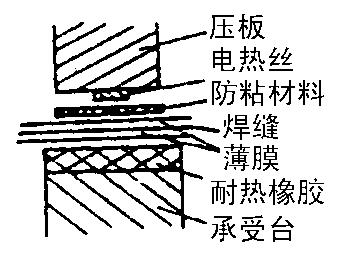
脉冲加压封合
|
示意图(5)
|
在薄膜和压板之间置一扁形镍铬合金电热丝,并通瞬间大电流,使薄膜加热粘合,然后冷却完成封合
|
封口质量高,生产效率低,只能间歇工作
|
易热变形,易受热分解的薄膜
|
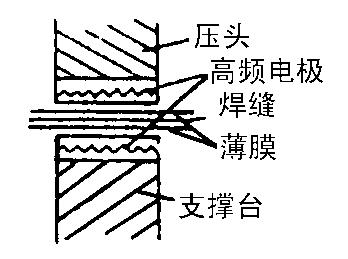
高频加压封合
|
示意图(6)
|
薄膜被压在上、下高频电极之间,通以高频电,薄膜因有感应阻抗而发热熔化,实现封口
|
内热加热,中心温度均匀,所得封缝强度高
|
聚氯乙烯薄膜,不适于低阻抗膜
|
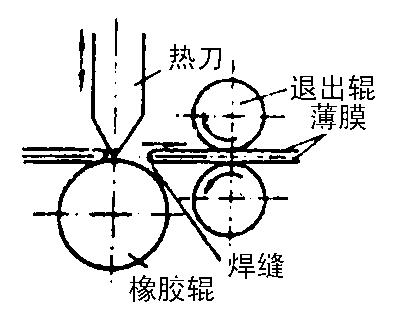
热力加压熔断封合
|
示意图(7)
|
靠热力或电热丝与薄膜接触时,使薄膜熔断,同时使上、下两层薄膜的边缘粘合在一起,得到封口
|
没有较宽的封合带,封口强度低
|
气密性要求不高的塑膜封口
|
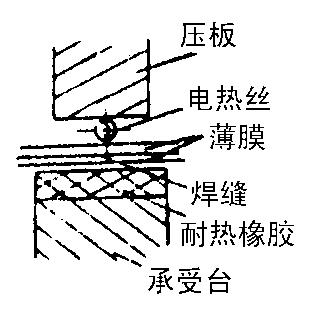
电热细丝熔断封合
|
示意图(8)
|
电热丝代替切刀,封缝强度较好
|
热收缩性薄膜
|
非接触式热封
|
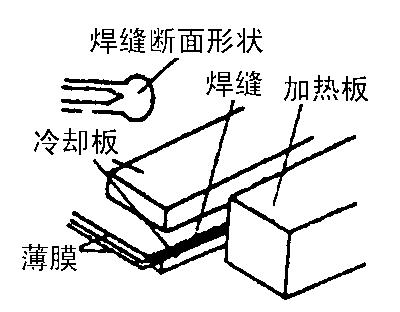
热板熔融封合
|
示意图(9)
|
将加热板向薄膜的封口处靠近,加热并熔化薄膜边缘,形成球状封口
|
封缝强度大
|
热收缩膜,不适于热分解性薄膜
|
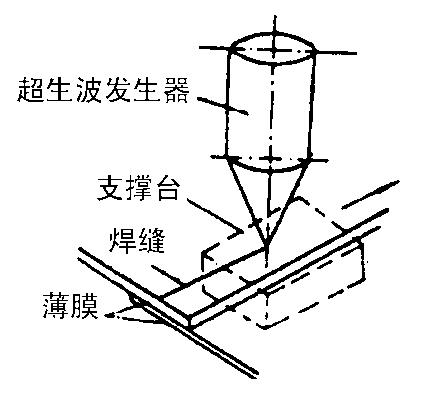
超声波熔焊封合
|
示意图(10)
|
将超声波发生器发出的超声波传到薄膜的封口部位,使其从里向外发热熔接
|
封口质量好,设备投资费用多
|
聚酯,铝箔,易热变形的厚塑料材料
|
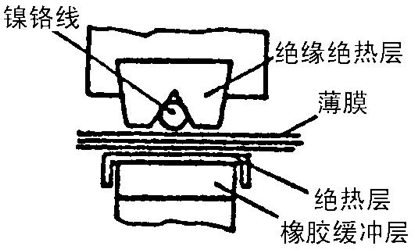
辐射熔焊封合
|
示意图(11)
|
将镍铬合金线或者有锐口的金属片,作为发热体嵌装在绝缘体的V型槽中,薄膜受辐射热而熔断封接
|
连接封合
|
聚酯薄膜和无纺材料
|
电磁感应熔焊封合
|
—
|
高频电流输入线圈,在其周围产生高频感应磁场,在薄膜封缝处夹上薄薄一层磁性材料,薄膜在磁场上熔融粘合
|
连续高速封合
|
较厚的聚烯烃材料
|
示意图(1)
示意图(2)
示意图(3)
示意图(4)
示意图(5)
示意图(6)
示意图(7)
示意图(8)
示意图(9)
示意图(10)
示意图(11)
表6-4-1示意图
塑料袋的热封方法很多,因此在确定封口方法时,需首先考虑选用哪种方法最经济。一般来说,热板封合是所有封口方法中成本最低的。当用此法热封出现粘接热封板或污染热封板时,可用聚四氟乙烯涂覆或浸渍热封板,或用硅油定期擦拭热封板。另一种办法是在热封板和包装材料之间加防粘接材料。如上述方法都无法解决粘接问题,则应改用脉冲封合。对于单层薄膜可试用热金属线、热力或辐射热的封口方法。在其他封口方式都不能理想封口的时候,可考虑选用超声波封口,超声波封口设备的投资较高。
热封方法的选择还与所用的包装材料有关。表6-4-2给出了几种常用热封方法与包装材料之间的适用关系。
表6-4-2常用热封方法与包装材料的适应关系
薄膜种类\热封性\热封方法
|
热板封
|
脉冲封
|
高频封
|
超声波封
|
红外线封
|
热封温度范围/℃
|
低密度聚乙烯
|
○
|
○
|
×
|
○
|
○
|
121~177
|
高密度聚乙烯
|
○
|
○
|
×
|
○
|
○
|
135~155
|
无延伸聚丙烯
|
○
|
○
|
×
|
○
|
△
|
163~204
|
双轴延伸聚丙烯
|
△
|
○
|
×
|
○
|
△
|
99~129
|
聚苯乙烯
|
×
|
○
|
×
|
○
|
△
|
121~163
|
硬质聚氯乙烯
|
△
|
○
|
○
|
○
|
△
|
127~205
|
软质聚氯乙烯
|
×
|
△
|
○
|
|
△
|
93~177
|
聚乙烯醇
|
△
|
△
|
△
|
△
|
△
|
160~182
|
双轴延伸聚酯
|
×
|
△
|
×
|
○
|
△
|
135~204
|
聚碳酸酯
|
×
|
△
|
×
|
○
|
|
204~430
|
尼龙
|
△
|
○
|
△
|
△
|
△
|
177~260
|
防潮玻璃纸
|
△
|
△
|
—
|
△
|
—
|
—
|
注:○好;△一般;×不行
热封除根据材料不同而选择不同方法外,要保证封口质量,还要考虑温度、压力、时间,这是影响封口质量的三大要素。热封温度过低,封口部位塑料膜不能全部熔融,即使经过压合所得封缝强度较低;如热封温度太高,薄膜过热易产生变形,严重时会烫穿薄膜。因而热封温度要根据表6-4-2所示各种薄膜的热封温度范围来调节。在压力一定时,热封时间与热封温度的对应关系为:温度升高,加热时间可相应缩短,加热时间短,薄膜即可少受热变形,又可提高生产效率。因此,封口的加热时间应设计为可调的。热封的同时施以压力可增加封接处的粘合强度,但压力过大会事与原为,造成接缝处薄膜变薄,强度削弱。
返回目录页
|

