|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第二章 计量充填机械
第二节 容积式充填机
四、计量泵式充填机
计量泵式充填机的结构如图6-2-6所示。转鼓的形状有圆柱形、菱形及齿轮形等。计量腔在转鼓外缘。容积形状有槽形、扇形和叶轮形等多种。计量腔容积又有定容积型和可调容积型两种。
待包装物品存放于放料斗中,计量鼓由传动装置驱动运转。当计量容腔经过装料口时,被料斗中落送下来的物料充满。装入计量腔的物品,随转鼓转到排料口时,在重力的作用下排出,经导管装填入包装容器中,完成包装的计量。计量泵式充填机的计量腔也可设计成可调容积的结构形式,计量腔的容积可以通过调节装置(调节螺丝和栓式滑阀)进行调节,但调节量有限,只适用于物料的散堆密度变化不大的场合。根据包装生产过程中检测到的计量变化情况,由操作人员按包装质量要求控制进行调节。
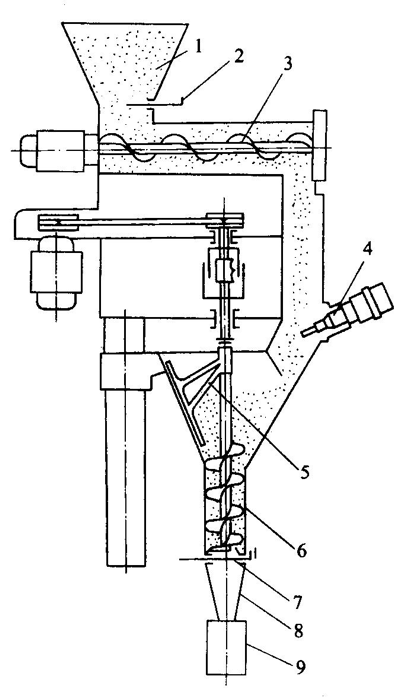
图6-2-4 螺杆式充填机
1—料仓;2—插板;3—水平螺旋给料器;4—料位检测品;5—搅拌器;
6—垂直螺旋给料器;7—闸门;8—输出导管;9—包装容器
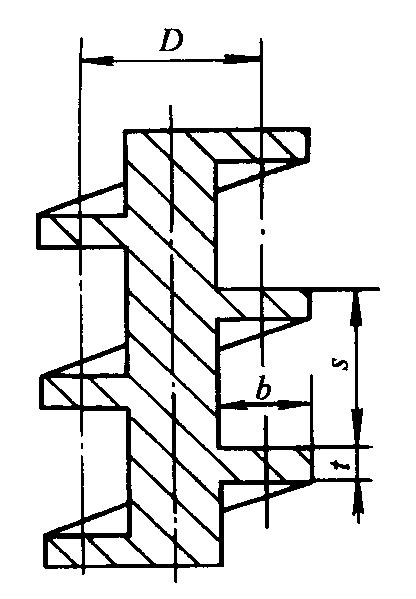
图6-2-5 计量螺杆计算简图
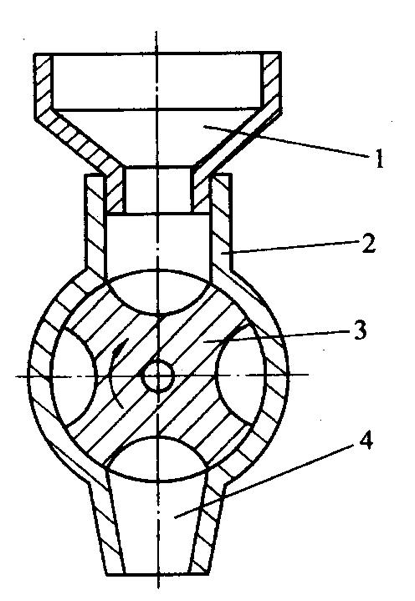
图6-2-6 计量泵式充填机
1—进料斗;2—转鼓机壳;3—转鼓;4—排料口
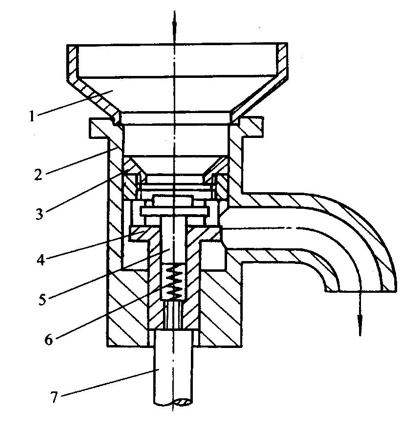
图6-2-7 柱塞式充填机
1—料斗;2—缸体;3—柱塞顶盘;4—柱塞;5—活门;6—弹簧;7—柱塞推杆
五、柱塞式充填机
柱塞式充填机的结构如图6-2-7所示。当柱塞推杆7向上移动时,由于物料的自重或粘滞阻力,使进料活门5向下压缩弹簧6,物料则从活门与柱塞顶盘3之间的环隙进入柱塞下部缸体2的内腔。当柱塞4向下移动时,活门5在弹簧的作用下关闭环隙,柱塞4下部的物料被柱塞压出并充填到容器中。
六、气流式充填机
气流式充填装置的工作原理如图6-2-8所示。工作时,充填轮作均速间歇转动。当轮中量杯口与料斗接合时,配气阀与真空管接通,物料被吸入量杯。当量杯转到包装容器上方时,量杯中的物料被经过配气阀输送来的压缩空气吹入包装容器中。
七、插管式充填机
插管式充填机的工作原理如图6-2-9所示。计量充填时,先将内径较小的插管1插入具有一定粉层高度的储料槽4中,由于粉末之间及粉末与管壁之间都有附着力,所以当插管1被提起时粉末不会脱落下去。当插管转到卸粉工位时,由顶杆2将插管1中粉末推入容器3中。
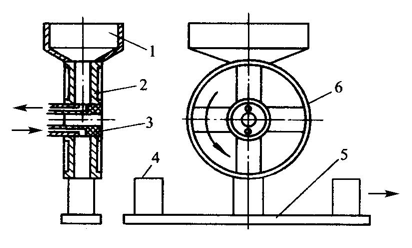
图6-2-8 气流式充填机原理示意图
1—料斗;2—抽气座;3—密封垫;4—容器;5—托瓶台;6—充填轮
八、应用范围及选用原则
(1)量杯式充填机适用于颗粒较小,且均匀的物料,计量范围一般在200ml以下为宜。在选用时应注意假如量杯的容量调得不正确,料斗送料太慢或不稳定,料斗的装料面太低,进料管太小,物料流动不爽,进料管和量杯不同心等都会使量杯装不满。若机器的运转速度过快,料斗落下物料的速度过快则会引起物料重复循环装料。量杯伸缩机构调节不当常会造成过量回流。如果容器与进料管不同心,节拍不准,容器太小或物料粘在料管中使送料滞后,就会引起物料的溢损。
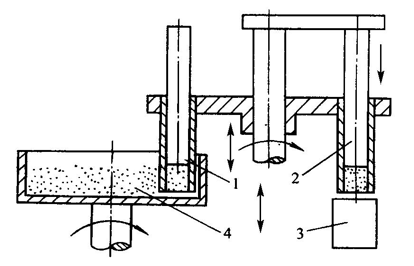
图6-2-9 插管式充填机原理示意图
1—插管;2—顶杆;3—容器;4—储料槽
(2)螺杆式充填机主要用于粉料或小颗粒状物料的计量。其主要优点是结构紧凑、无粉尘飞扬,还可通过改变螺杆的参数来扩大计量范围。尽管螺杆充填机适用的物料范围很广,但是它特点适用于在出料口容易起桥而不易落下的物料,如咖啡粉、蛋糕混合料、面粉等物料。流动性能不同的物料要使用不同形状的螺杆。有的螺杆充填机带有搅拌器或搅动片,它们使物料在料斗内不断转动以免结块。搅拌器形状要与被充填物料相适应。对于不许破碎的颗粒状物料不能选用该机器(如种子等)。
(3)计量泵式充填机适用于颗粒状、粉状物料的计量,适应于散堆密度ρ稳定,流动性好,无结块的细粉粒物品,如茶叶末、粉盐等小定量值的包装计量。该计量的转鼓工作速度与计量物品特性及计量容腔结构有关,一般选在0.025~1.00m/s之间。
(4)柱塞式充填机适用范围较广,粉、粒料及粉稠类物料均可采用,但由于其工作速度较低,故不应用在要求较高速度的工作场合
(5)气流式充填机主要用于医药行业,化工行业粉料的计量。其主要优点是计量精度高,可减少物料的氧化。在选用该机器时应注意对不同形式的物料,其最佳的真空压力是不一样的。真空度过高,某些物料会被压成粉末;真空度太低,可能达不到所需的夯实效果,影响计量精度。真空度应根据不同物料而决定,在工作中应随时检查,使其保持在规定值。
(6)插管式充填机主要应用于医药行业的小剂量药粉的计量。它的计量精度低。
返回目录页
|

