|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第十二章 塑料中空容器加工机械
第三节 注射吹塑成型机
一、应用范围
注射吹塑成型机可用来吹塑成型几毫升至1000毫升(最大可达4L)的塑料中空制品。塑料原料有PVC、PE、PS、SAN和PC等。此法生产的制品尺寸精确,质量有保证,强度高,特别是封口尺寸精度极高,可用来包装化妆品,医药品和食品。这种包装品,因为密封性好,货架期比同类挤吹制品长,因而目前在国内已逐步被推广应用。
二、基本原理和主要结构
(一)基本原理(图6-12-11)
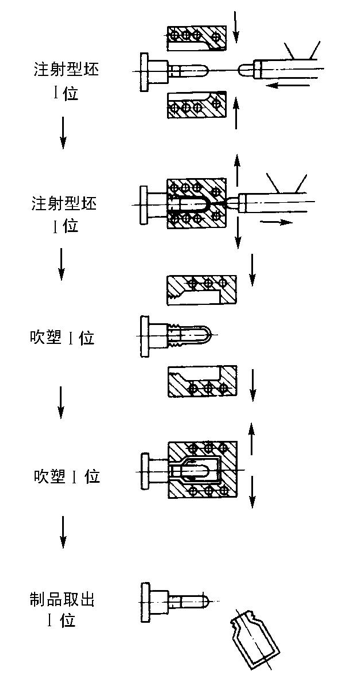
图6-12-11 注射吹塑工作原理图
注射吹塑是一种用注塑和吹塑相结合生产中空容器的方法,它是一个从注塑阶段转到另一个吹塑阶段的成型方法。生产过程中,由注射装置将熔融的物料在高压下注入注塑模内,形成特定的型坯。开模后,型坯保留在芯棒上,保持一定的温度,再通过机械传动转送型坯,使之置入吹塑模内,合模后利用芯棒内通道引入0.2~1.0MPa的压缩空气吹胀,使型坯按吹塑模型腔形状成型,同时迅速冷却,脱模后即可得到制品。
因此注射吹塑成型工艺过程可分为三个阶段:
1.注塑成形
首先是将熔融物料注入一个置有芯棒的注射模型腔里,在此型坯按要求局部完全或不完全冷却,并收缩在芯棒上,形成粘弹性的预塑型坯。
2.吹塑成形
当芯棒带着预塑型坯转送至吹塑工位后,被模具夹紧,此时经芯棒芯部通道通入压缩空气,于是型坯在空气压力作用下,从芯棒壁上分离,被吹胀,直至吹塑模腔轮廓为止,并经冷却成为制品。
3.制品脱模
附在芯棒上的成型制品转送至脱模工位后,被从芯棒上顶出落下或被直接送至包装工位。
(二)主要结构
无论是按何种结构分类的注射吹塑成型机,其结构基本上均由注射装置、注射和吹塑合模装置、制品取出装置、液压传动及气动系统、型坯转送装置、电气控制系统以及机架模具(包括模温控制系统及冷却系统)等方面组成。
图6-12-12所示为注射吹塑成型机。其为卧式安装,回转台水平回转,3个工位。这是目前最流行的注射吹塑成型机的结构型式。
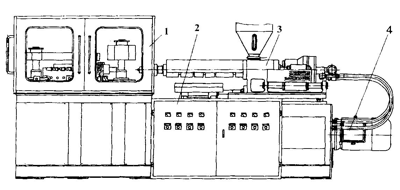
图6-12-12 注射吹塑成型机
1—罩门;2—电气控制箱;3—注射装置;4—液压气动系统
1.注射装置
与普通注射机注射部分的结构类似。塑料在机筒筒里熔融塑化后,在一定的压力下注入注射型坯模,成型型坯。型坯模一般采用一模多腔型式,因此注射装置还需配一套热流道系统,其喷嘴必须与模具型腔相对应。
2.注射合模装置
与立式注射机合模装置相似,下模板固定,上模板在垂直方向上上下移动,使安装在模板上对半开的模具闭合或开启。合模油缸和一套曲轴连杆机构提供足够的合模力,以保证注射成型型坯时,锁紧模具。模板尺寸应保证有足够的安装模具的位置。移模行程必须保证模具开启时,带着型坯或制品的芯棒自由地进行转送。芯棒水平安装在回转盘上,合模时位于半开模具的分型面上,要求有严格的定位。
3.吹塑合模装置
模板的安装方式、模板尺寸、移模方式和移模行程等应尽可能地与注射合模一致或相匹配。由于吹塑所需的合模力不大,因此采用液压直压式合模机构,提供必须的合模力,保证吹塑成型。
4.制品取出装置
采用气缸带动连杆驱动推料板顶落制品的结构方式。
5.回转台装置
图6-12-13所示为注射吹塑成型机回转台结构原理示意图。它由油缸、齿条、齿轮、芯轴、离合器、气缸、回转盘、定位销及配气配油体等组成。回转盘上装有模具芯棒。图6-12-14所示为常用的模具芯棒结构型式。
如图6-12-13所示油缸4驱动齿条5带动齿轮使回转盘7回转,转送模具芯棒6至要求工位。气缸1使芯轴上下移动,带动回转盘7上升或下降。上升时,离合器3啮合,可使回转盘7转过一定角度;下降时,离合器脱开,油缸复位,齿轮空转。定位销定位,这时可同时进行注射模合模、吹塑模合模及制品顶出。配气配油体的作用是在适当的时候,通过回转盘通道向模具芯棒提供吹塑气压和始终向模具芯棒提供载热油体,以控制芯棒温度。
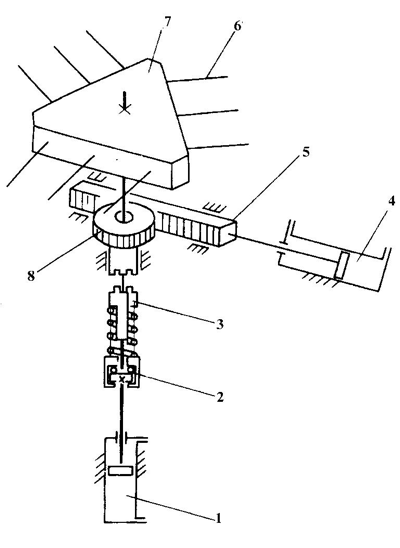
图6-12-13 回转台装置结构示意图
1—气缸;2—推力轴承;3—离合器;4—油缸;5—齿条;6—芯棒;7—回转盘;8—齿轮
6.液压传动、气动系统及电控程序系统
采用电液气联合控制整机动作程序。电控方面采用可编程序控制器(PC)进行程序编排和控制。液压系统采用双联叶片泵,提供13.72MPa压力和三级流量的压力油作动力,通过液压元件驱动注射装置的各执行元件动作,包括预塑、注射及防流涎、整体前进和后退等,以及回转台回转及复位、注射合模及吹塑合模装置的启闭等动作。气动系统要求气源提供0.98MPa以上的压力气体,通过气压元件操纵回转台升降、制品取出、型坯吹塑等动作。
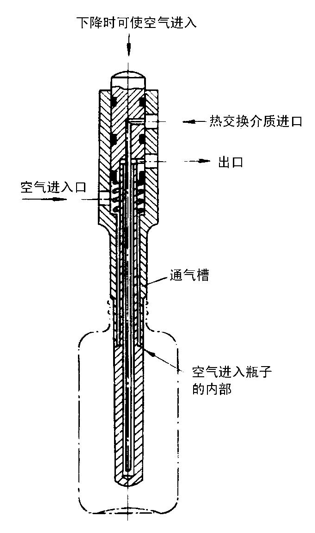
图6-12-14 模具芯棒结构简图
7.安全保护装置
注射吹塑成型机成型部分设有安全罩门防护,门上装有安全开关,当门开启时,程序不工作。此外,当制品转送至制品取出工位,因为是废品或其他原因不能从芯棒上顶落时,在芯棒带它向注塑工位转送时,将触动另设的微动开关,使机器停止工作。
三、辅助设备及选用原则
注射吹塑成型机一般需备有下列辅助设备。
(一)模温控制系统
由多个模温控制器提供不同温度的热介质,分别对模具芯棒及注射型坯模的型腔各段(颈部除外)进行温度控制,以保证吹塑工艺对型坯各段的温度要求。
(二)冷却系统
一般是采用冷冻机提供5~10℃过冷水(也可直接用自来水)对注射模瓶预部分以及吹塑模进行冷却。
(三)空气压缩机
为了保证机器气动动作的正常进行,以及保证吹塑所需的气压,一般要配备1台足够排量的,压力在10MPa以上的空压机。
(四)吹塑空气净化装置
为使塑料容器内壁免受不洁空气污染、注射吹塑成型机一般还配备1台一定容量的冷冻式压缩空气干燥机。
返回目录页
|

