|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第十二章 塑料中空容器加工机械
第二节 挤出吹塑成型机
一、连续式挤出吹塑成型机
(一)应用范围
一般用来吹塑成型几毫升至几升的热塑性塑料中空容器。设备和模具造价低,工艺简单易行,应用较广。
(二)基本原理和主要结构
1.基本原理
塑料从料斗加入机筒,由螺杆旋转带动向机头方向输送,料在前移中受机筒外部加热和螺杆的摩擦剪切而发热,熔融塑化,通过机头成管状型坯向下挤出。然后合模装置通过机械传动移至机头下方截取型坏,再转移至吹塑工位,在型坯顶部开口端插进定径吹气棒,并经吹气棒中心通道通入压缩空气吹胀,型坏在模内按模腔形状贴壁成型,同时迅速冷却、脱模后即可得到中空制品。图6-12-1所示为挤出吹塑成型工作原理图。
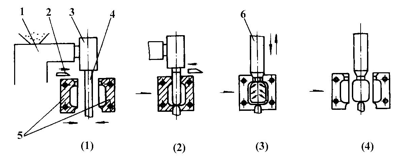
图6-12-1 挤出吹塑成型工作原理图
(1)挤出型坯 (2)模具截取型坯割刀分离 (3)在吹塑工位吹塑成型 (4)脱模
1—挤出机;2—割刀;3—机头;4—管状型坯;5—模具;6—吹塑芯棒
2.主要结构
小型直接挤出吹塑成型机结构型式多种多样、但基本上均由挤出机、机头、合模装置、移模装置、定径吹气装置、切割刀、机架、安全门,以及液压传动、电气控制、气动和冷却系统等组成。自动化程度高的设备还设有型坯壁厚控制系统、制品夹紧装置、去废边装置及制品输送装置等。
图6-12-2所示为挤出吹塑成形机,最大制品3L。该机除主要结构以外,还带有型坯壁厚控制系统(也可不带)、制品夹紧以及去除顶部和底部废边等装置,配上拉伸吹塑装置、预型坯模以及模温控制器等,可进行挤拉吹工艺。
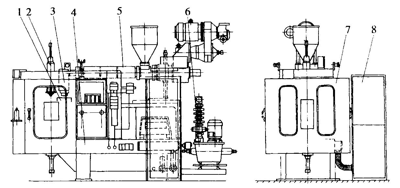
图6-12-2 挤出吹塑成型机结构
1—推合模装置;2—定径吹气装置;3—机头;4—机架
5—挤出装置;6—液压系统;7—安全门;8—电控箱
(1)挤出装置。挤出装置由电动机、皮带无级变速器、齿轴减速器、螺杆、机筒、加料斗、加热圈等组成。其作用是使塑料熔融塑化、并向机头输送。备有PVC螺杆和PE螺杆。
(2)合模装置。(如图6-12-3)合模机构设计成平行四边形,对开的左右模板和装在其上的模具同时作弧形运动,模板平行度靠平行导轨6确定。模板的启闭通过导柱和滑块4使其动作一致性。合模力是由合模油缸1和一套曲轴连杆机构产生。模具的厚薄偏差由偏心轴3调节。
(3)推模装置(如图6-12-3)。合模机构1在机头3和定径吹塑装置2之间作弧形往返运动,其传动是靠作半圆形运动的悬臂4来进行。悬臂由电动机经减速器、曲柄连杆驱动,制动电机使定位准确。悬臂的两个极限位置一个在机头下方,以截取型坯;一个在吹气定径工位,完成吹塑制瓶。在极限位置设橡胶状固定挡块,以保证定位精度。
(4)机头。熔融塑料经机头向下挤出管状型坯。该机设有加工PVC单头、双头,加工PE单头以及加工PE带控制型坯厚薄构造的单头、双头。图6-12-5(1)所示PVC机头由连接法兰1、分流梭3、机头体4、口模6、芯模8及加热圈7组成。PE机头不采用分流梭而用芯棒头,如图6-12-5(2)所示。带预吹的设备,一般通过机头芯棒头或分流梭经芯模开孔通气。带型坯壁厚控制的要在机头上部增设伐控缸及其他有关零件,通过结构连接使口模随缸上下移动,自动调整口模间隙。
(5)定径吹塑装置。在此吹气芯棒从闭合模具的型坯顶部开口处自上而下插进,同时从芯棒中心通道通入压缩空气吹制容器。吹气芯棒插进型坯开口处的直径即容器预部内径。芯棒上下运动靠油缸驱动,有快慢速,高低位置可调。
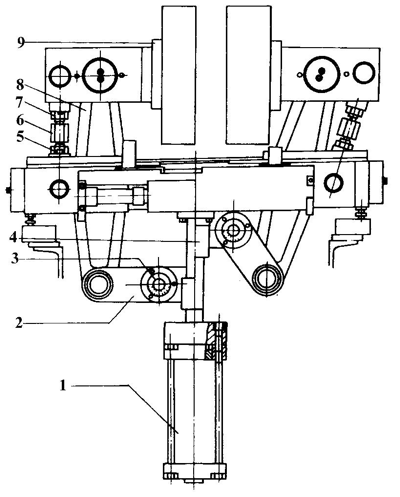
图6-12-3 合模装置结构图
1—合模油缸;2—连杆;3—偏心轴;4—滑块;5—锁紧螺母
6—平行导轨;7—锁紧螺母;8—传动杆;9—模板
(6)切割机。吹塑成型由于吹气芯棒必须进入型坯开口端,因此必须有一切割工具独立地设在机头和模具之间,将型坯割断,并留出一个开口端。该机设有冷切戳刀以及双头宽颈割刀和热割刀,适用于大直径的剪切刀。
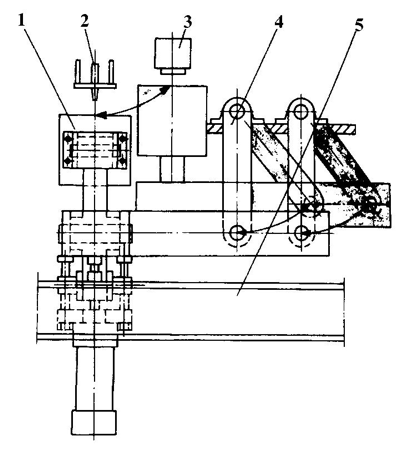
图6-12-4 推模装置结构图
1—合模机构;2—定径吹塑位置;3—机头;4—悬臂;5—机架
(7)液压、气动和电气控制系统。机器动作程序采用电液气联合控制。电气采用普通继电与接触器系统。液压传动由高压齿轮泵提供14MPa压力,10L/min流量压力油,操纵型坯壁厚控制系统的阀控缸、启闭模油缸及定径吹气芯棒油缸工作。液压系统油箱另设,所有液压元件均设置在油箱内外,阀件均以叠加型式装在油箱盖板上。气源压力0.6~0.8MPa,通过附在机架上集中安装的各类气动元件操纵预吹、吹塑、割刀、制品夹紧以及顶部和底部去废边等动作。
(8)冷却系统。冷却分水器设有4对进出水接口、提供冷水对挤出机料筒加料处、定径吹塑芯棒、传动装置以及模具进行冷却。
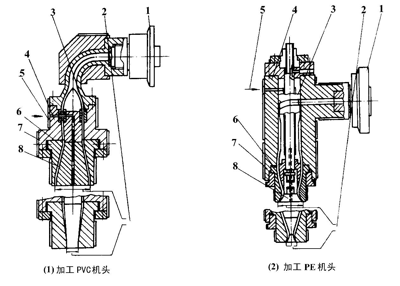
图6-12-5 机头结构图
1—连接法兰;2—口模最大和最小尺寸;3—(1)分流梭 (2)芯棒头
4—机头体;5—压缩空气进气口;6—口模;7—加热圈;8—芯模
(9)安全门。该机装有大块有机玻璃的活动安全门,带有电气、液压保险装置。不关上安全门不能进行正常生产,如不违反操作规程,不会发生事故。
(10)型坯壁厚控制系统。该系统由型坯壁厚控制器、电液伺服阀及阀控油缸等组成一个闭环式的位置控制系统、对机头口模的开口,即型坯厚度进行控制,因而可以提高制品质量,降低原料消耗。该机型坯控制器使用单片机作为主要控制元件,设24程序,可适用连续挤出或储料缸式注射型坯,扫描时间可从3~30s自动跟踪(周期跟踪)。
(11)其他。该机自动化程度较高,设有制品夹紧装置,成型制品在定位,自动去废边后,由制品输送装置将之垂直排列送出。
返回目录页
|

