|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第十一章 金属容器加工装备
第二节 电阻焊三片罐成套装备
一、用途和工艺流程
(一)用途
电阻焊三片罐嘏套装备用于厚度为0.18~0.4mm镀锡薄钢板的金属容器加工。广泛应用在食品、饮料、日用化学和压力喷雾容器等行业。三片罐是指由罐身、罐底、罐盖三部分组成的金属包装容器。
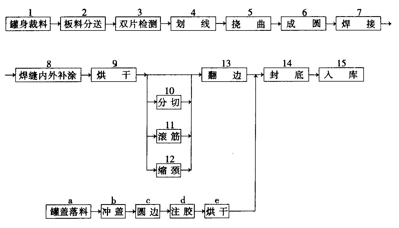
图6-11-1 电阻焊三片罐制罐工艺流程图
(二)工艺流程(图6-11-1)
根据不同用途的金属容器可以采用相应的工艺流程。
1.普通食品罐工艺流程
(1)采用留空涂料铁或素铁制罐,选用工艺流程:罐底、罐盖选用a~e工序,罐身选用1~3工序;5~9工序;13~15工序,其中工序8可根据罐身要求;决定焊缝外补涂是否进行。
(2)采用涂料铁制罐,选用工艺流程时,应在工序罐身裁料后,加上刮黄工序,其他工序同(1)。
(3)当需要生产短罐时选用工艺流程:罐盖、罐底同(1);罐身选用1~10工序、13~15工序。
(4)当需要生产在罐或板厚比规定值更薄的罐型,为了节约材料,增加罐体刚性时,选用工艺流程:罐盖、罐底同(1),罐身选用1~9工序、11工序、13~15工序。
2.饮料罐工艺流程
(1)罐底选用a~e工序
(2)罐盖一般使用易开盖,需选用易开盖生产线来完成。
(3)罐身工艺流程选用1~9工序、12~15工序。在入库工序前加检漏工序。
3.压力罐工艺流程
(1)罐底选用a~b工序、d~e工序。
(2)罐盖采用多次冲压而成。
(3)罐身工艺流程选用1~7工序;12工序;13~15工序,最后加检漏工序。
二、罐身加工主要装备
(一)圆刀切板联合机
1.用途
该机能完成各种金属容器罐身料片的下料工作。
2.基本原理和主要结构
该机是将板料垛放在液压升降台上,当升降台上升到一定高度,摆动机构下降,使真空吸料盘与板料接触,吸住板料,摆动机构提升,将板料摆送到上下两个进料滚轮之间,并向前推进,达到第一送料工作台位置。多片排料装置中双片检测器随时检测板料厚度,若有多片重叠,即发讯号启动双片抬起缸。将多片板料顶起,并通过排料滚轮送上料架。第一工作台的推料器将板料送往第一圆盘剪刀,在板料将到但尚未与圆盘刀接触时,板料前缘靠在定位规上,使板料前缘与刀轴平行,从而保证板料与切刀的垂直精度,定位规与板料同步向前运动,板料通过刀口完成第一剪刀切下的条料。条料被送到第二工作台上部的落料杆上,落料杆通过翻转气缸进行翻转,第二工作台的带料器将翻转下来的条料送向第二圆盘剪刀,在条料进入刀口之前,同样要经定位规定位,从而保证剪切条料的垂直精度。切好的成品,自动在集料器上堆码成垛,当成品堆放到一定高度时,人工控制停止吸料,并使堆料推向集料台,人工把成品搬走。
该要主要结构由液压升降台、自动上料装置、第一送料工作台、第一圆盘刀、第二送料工作台、翻料装置、第二圆盘刀和集料器等8部分组成。全机包括机械、液压、真空、气动、电器等5个系统,保证料片下料的精度及自动工作。
(二)电阻焊罐身成形组合机(单机)
1.用途
该组合机可完成罐身划线、成形、焊接、补涂和烘干工序。
2.基本原理和主要结构
电阻焊罐身成形组合机是将料片通过成形机进行绕曲成圆,经过上、下焊轮之间进行罐身的直缝电阻焊,焊接后的罐体进入补涂装置,进行焊缝的补涂,然后送入烘干炉固化涂料完成罐身的制作工艺。
电阻焊接工作原理:成圆搭接好的马口铁罐身进入上、下焊轮(电极)后,电极接通低压大电流。由于电极电阻小,罐身电阻大,瞬时罐身被加热到熔化温度,同时罐身搭接层金属被2个电极压紧,使搭接处焊接在一起。
电阻焊成形组合机由成形机、焊缝机、补涂机及烘干机组合而成。该机通过机械主传动、铜丝传动系统、气动系统、水冷却系统、润滑系统、真空系统及电气系统等的协调工作,保证罐身的成圆、焊接、补涂及烘干工序的完成。
(三)自动翻边机
1.用途
用于圆形罐身两端的翻边工作。
2.基本原理和主要结构
自动翻边机是将需翻边的罐身从导轨滑下后,由送罐轮将罐身逐个连续地分送给翻边模头,并通过两端的槽凸轮作用,使翻边模头进行挤压翻过,然后仍由送罐轮的转动而自行落入倾斜出罐斗滚出,以完成罐身的整个托送过程。
自动翻边机主要由机座、双向翻边模、工作座、罐身托送、润滑、机械传动及电控等部分组成。根据不同的要求,自动翻边机可分为单罐座、四罐座、八罐等多罐座罐翻边机。
(四)封罐机
1.用途
该机是将翻边后的罐身与罐盖进行卷封、完成封口的设备。本章主要介绍罐身为固定式的自动封罐机,供圆罐封底之用。
2.基本原理和主要结构
该机的工作原理是罐身由双节距套筒滚子链送入,经供送螺杆将罐身分隔成一定间距,通过导向板将罐身送入罐座内。同时,罐盖叠放于盖库内,随着分盖盘的转动,将一只罐盖从盖库中分出,随即沿着分盖盘上的螺旋槽下落,由送盖链送入罐座,转盘将罐身、罐盖送入机头完成封口后,从出罐部分输出。
封罐机的主要结构由进罐、出罐、配盖、机头、传动、电气、润滑等部分组成。其传动由电动机通过皮带轮、定轮、链轮等带动各组成部分。该机除装设有罐落盖、无罐不落盖的装置外,还在进罐、落盖、送盖机头等部分设有安全保护装置。根据不同用途,封罐机可分为自动封罐机、真空封罐机、手板封罐机、异型封罐机和大罐封罐机等。根据不同要求又可分为单封头、两滚轮式;单封头、四滚轮式;三封头、四封头、六封头等形式。
返回目录页
|

