|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第十章 瓦楞纸板及纸箱加工装备
第三节 瓦楞纸板自动化生产装备
一、用途和工艺流程
单面瓦楞纸板生产线生产的单瓦楞纸板的质量比传统的手工单机生产的瓦楞纸板大大地提高了一步,但它必尽还要经过人工裱糊复合成3层或5层纸板,含水量无法控制,影响了纸箱质量,因而必将被自动化生产线取代。
卷筒纸经自动生产线可连续加工成3层或5层瓦楞纸板,不需再进行复合,可直接进入下道工序。
自动化生产线的工艺流程如图6-10-9所示。
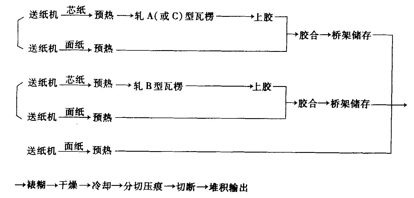
图6-10-9 瓦楞纸板自动化生产工艺流程图
二、关键装备
自动生产线由2台瓦楞机、2台预热机、2台预处理器、5台送纸机、1台3层干燥器、1台裱糊机及桥架组成了“湿部”。1台双面机、1台纵切压痕机、一高一低2台横切机、自动堆积机及1套主传动装置组成了整条生产线的“干部”。
(一)送纸机
在单面瓦楞纸板生产线中使用的是有轴送纸机,但在自动化生产线中生产速度快,有轴送纸机不再适用,采用的是无轴机械顶针式送纸机或液压顶针式送纸机。其中液压送纸机操作方便、无噪音、承重力大、过载保护可靠而独居鳌头。
液压送纸机主要由液压系统,摆臂(包括摆臂导向轴)及顶针等组成。液压系统主要是提供压力油给液压缸,作为主要动力源。摆臂2支撑纸卷,在液压缸作用下,摆臂上下摆动[图6-10-10(1)],从而带动纸卷升降。摆臂2通过顶针3夹紧纸卷4[图6-10-10(2)],顶针上装有张力阻尼装置,以控制引入瓦楞机的面纸或芯纸的张紧力。每个摆臂沿导向轴方向都装有一个纵向油缸,以使二相对摆臂能作夹紧、放松、同向移动。
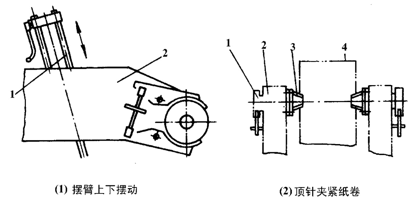
图6-10-10 液压送纸机示意图
1—油缸;2—摆臂;1—抱闸;2—摆臂;3—顶针;4—纸卷
(二)无导抓瓦楞机(图6-10-11)
有导爪瓦楞机由于导爪易磨损,且调整困难,20几片导爪必需安装位置一致,否则就会影响纸板质量。导爪的存在限制了瓦楞机车速的提高。真空吸附式无导爪瓦楞机于80年代初在国外兴起,并形成真空吸附式、吸气真空罩式、加压气垫式三种形式,逐步取代了有导爪瓦楞机。无导爪瓦楞机相对于有导爪瓦楞机是一个飞跃发展。
无导爪瓦楞机取消了导爪,采用真空吸附的形式将瓦楞纸吸附在瓦楞辊上。在下瓦楞辊的周壁均布了一些纵向深孔,在径向用有规则的小孔把瓦楞辊齿底与纵向深孔相连通,在瓦楞辊两端抽气,使下瓦楞辊被瓦楞纸覆盖部分产生负压,将瓦楞纸牢牢地吸附在下瓦楞辊上。
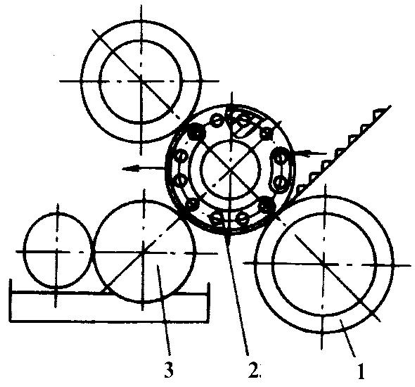
图6-10-11 无导爪瓦楞机示意图
1—压力辊;2—瓦楞辊;3—上浆装置
该机主要由上、下瓦楞辊、压力辊、预热辊、湿润辊、导辊、上浆装置、真空系统及传动装置等主要部件组成。在操作侧设有微调机构(图6-10-12),调整调节套二侧面紧定螺钉,以调节偏心位置,从而保证上、下瓦楞辊的平行。瓦楞辊之间及压力辊与下瓦楞辊之间采用气缸加压。上浆装置由一组气缸带动前进或后退(图6-10-13),上浆辊表面布有规则凹坑,使上浆均匀,耗胶量少,提高粘结强度,减少因含水量过高而使纸板翘曲变形。中途停机后,为了避免上胶辊、定量辊因受热而使浆料干结,备有停机后自动启动回转上胶辊的装置和电机。为帮助成型瓦楞纸脱离瓦楞辊及防止小孔堵塞,下瓦楞辊上还装有一套吹气装置。
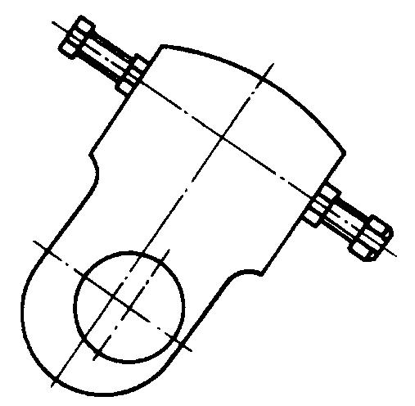
图6-10-12 微调机构
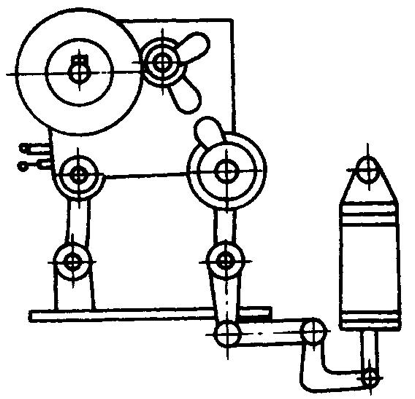
图6-10-13 上浆装置
返回目录页
|

