|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第十章 瓦楞纸板及纸箱加工装备
第二节 单面瓦楞纸板加工装备
一、用途和工艺流程
单面瓦楞纸板加工装备是生产单面瓦楞纸板所需的设备,主要有送纸机、瓦楞机和横切机。送纸机同时向瓦楞机输送瓦楞芯纸和面纸,瓦楞芯纸通过预热经瓦楞辊热轧成标准齿形,在齿顶上涂胶后与经过预热的面纸复合成具有挠曲性的二层瓦楞纸板,再通过横切机裁切成所需规格的单面瓦楞纸坯。
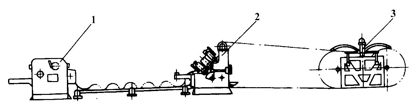
图6-10-1 单面瓦楞纸板生产纸
1—送纸机;2—瓦楞机;3—横切机
该生产线采用标准瓦楞芯纸为125~180g/m2,面纸为250~360g/m2,采用精玉米淀粉胶。
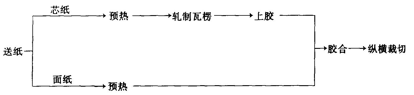
图6-10-2 单面瓦楞纸加工工艺流程图
二、关键装备
(一)送纸机(图6-10-3)
送纸机可同时放置芯纸和面纸纸卷,使纸幅顺利地输送到单面瓦楞机。它主要由切纸部、送纸轴、下传动轴、动力部分组成。
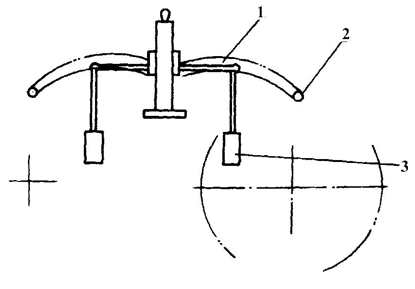
图6-10-3 送纸机切纸工作原理示意图
1—悬臂;2—分切刀;3—配重锤
1.切纸装置(图6-10-3)分切部设有二套分纸圆切刀,可将多余的纸圈直接退纸时裁切开,以便使纸张能够得到充发的利用。使用时将分切刀2固定于悬臂1的刀槽中,将悬臂固定于横向需裁切的位置,把刀搁在纸卷上,配上重锤3即可,不用时撤去重锤,将悬臂坚起。
2.送纸装置(图6-10-4)送纸轴4穿入卷筒纸2中部的纸管中,两端用螺母1、3夹紧锁住以后,安放在支架上。
送纸轴上装有张力阻尼装置,以控制输入瓦楞机的面纸和芯纸的张紧力,并装有纸幅调偏装置,以保证面纸与芯纸在瓦楞机中复合时在幅宽方向上完全吻合。送纸机支架由电动机带动升降。
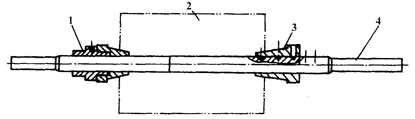
图6-10-4 送纸机送纸装置示意图
1、3—螺母;2—卷筒纸;3—送纸轴
(二)有导爪瓦楞机(图6-10-5)
基本原理和主要结构:瓦楞芯纸5通过预热辊4预热,经上下瓦楞辊3热轧成瓦楞形,在瓦楞顶上涂胶后与经过预热的面纸7粘合成具有挠曲性的二层瓦楞纸板。
瓦楞机主要由上、下瓦楞辊、压力辊、预热辊、导辊、上将装置、传动系统等主要部件组成。瓦楞辊在高速旋转的时候,包在瓦楞辊上的瓦楞纸受到离心力的作用,它使瓦楞芯纸脱离瓦楞辊,致使轧制的瓦楞齿与瓦楞辊上的楞齿不同步而影响质量,同时上胶不均匀而使纸板翘曲。因而需用20几片厚1.5~2mm的铜片把纸托住,这些铜片称为导爪,这种形式的瓦楞机称为有导爪瓦楞机。导爪的调整正确与否直接影响到纸板的质量。导爪距离下瓦楞辊太远,直接影响纸板质量,导爪靠离瓦楞辊太近,容易把瓦楞芯纸划破。
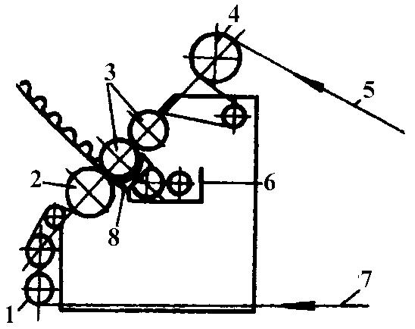
图6-10-5 有导爪瓦楞机工作原理图
1—预热辊;2—压力辊;3—瓦楞辊;4—预热辊;5—芯纸;6—上浆装置;7—面纸;8—导爪
为使上、下瓦楞辊的楞齿在啮合时保持平行,在上瓦楞辊的两侧机架上装有微调装置。调节两紧定螺钉来调节偏心以达到调节上、下瓦楞辊的平行度的目的。
瓦楞辊面齿形按几可形状可分为U型、V型和UV型。U型指齿顶(或齿沟)的圆弧半径较大(图6-10-6),连接圆弧的切线的夹角较小,形状像U字形。它抗震性能好,但易压溃。V型楞则相反,抗压性能好,但弹性差。UV型的r1、r2及θ角介于U型与V型之间,兼有两者的长处,因而目前大多数使用的瓦楞辊都采用UV型。
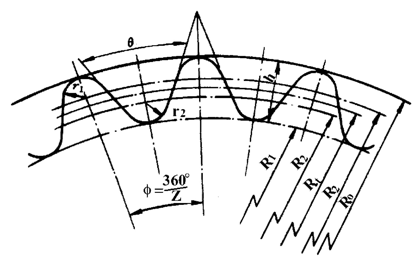
图6-10-6 瓦楞辊面齿形图
返回目录页
|

