|
《包装设计制作工艺与检测技术标准实用手册》
第五篇 包装印刷
第四章 印后加工
第一节 电化铝烫印
(四)设置规矩
本机的前规与侧规如图5-4-12所示。两个前规挡块穿在前规铁片上,可以根据纸张幅面的大小,调节两个挡块间的距离,前规铁版的两端各有一个四方孔,在压印平板的两端,各有一块上面均匀地分布着四方凸起的铁板,铁板上有两个长孔,前规铁片的四方孔套在四方凸起的铁板上,确定前规的上下位置;前规上下位置的微调靠铁板前方的微调螺钉来完成。
本机的侧规支架有两个,分别在烫印大小纸时使用。侧规定位位置的调节,需松开锁紧螺母,调节侧规挡板至定位位置,然后锁紧螺母。侧规挡板可根据所烫印的印张,做成各种形状。
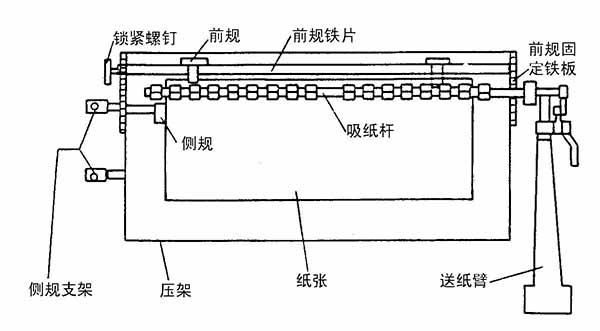
图5-4-12 设置规矩示意图
与所有印刷机的要求相同,前规定位线与侧规定位线互相垂直。
(五)校版
装好电化铝,设计好走步与跳步,设置好规矩,取一张待烫产品,放在前规处定位,操作者站在压印平板前,两手同时按下安装在顶罩壳两端的按钮,不要松手,机器运转一个工作循环后自动停止,完成打样,根据样张上的烫印痕迹,进行压力调节以及印版的位置和规矩的进一步调节。本机的垫版工作与前面所述半自动烫印机的垫版工作道理相同,不再详细叙述。只是遇到烫印的纸张厚度变化较大时,应调节机器压端的压力表,改变压印平板与印版间的距离:松开锁紧螺钉,顺时针转动手轮,印版与压印平板间的距离变小,压力增大,调至大体距离,拧紧锁紧螺钉。如要减小压力,则向逆时针方向转动手轮。
(六)收纸臂的调节
校好印版后,将输纸机与主机连接好,调整输纸臂与收纸臂。
先把“空关”、“压切”转换开关手柄处于“压切”位置,用手转动手轮使大齿轮“1”位对准红箭头,收纸臂已靠近压印平板面,根据纸张幅面的大小,利用收纸臂调整锁紧手柄,使收纸吸头离开纸面1~2mm。
(七)送纸臂的调节
把“空关”、“压切”开关转换手柄处于“压切”位置,使大齿轮“2”位对准红色箭头,松开送纸臂调整锁紧螺母,根据纸张幅面和所需位置使送纸连杆在三角摇板长槽中调整好后锁紧。要求送纸臂吸头调整到离前规10~12mm时,吸纸头离开纸张平面2mm。
(八)输纸台与收纸台
机器正常工作时,纸堆由自动上升开关控制,自动上升。若要输纸台下降,将开关S处于Stop位置:按下降按钮,输纸台下降,降到极限位置自动停止。如图5-4-13所示。
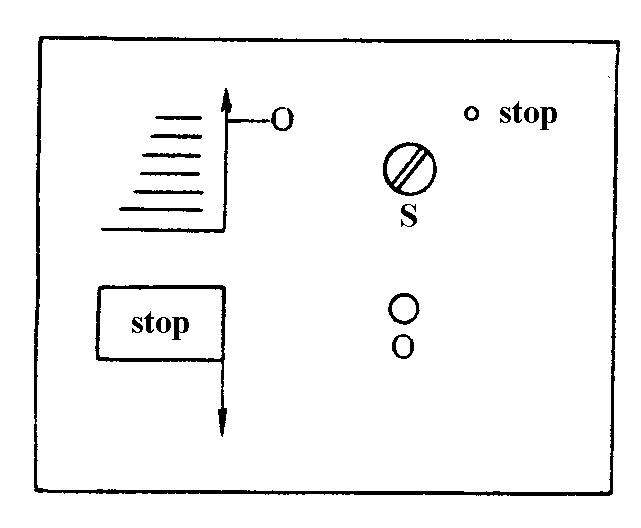
图5-4-13 输纸台与收纸台控制面板
收纸台上有一微动开关,纸张过多时碰到微动开关,机器会自动停止。
(九)空张停车与紧急停车
当位置选择手柄处于Stop位时,机器能自控空张,纸张空张的间隙信号用调节手轮来控制。
遇到意外需要紧急停车时,可按动操作箱上的大红按钮或机器顶部罩壳侧面上的大红按钮或脚踏紧急停车装置,或拉开前面或后面的有机玻璃门。
返回目录页
|

