|
《包装设计制作工艺与检测技术标准实用手册》
第五篇 包装印刷
第四章 印后加工
第一节 电化铝烫印
(三)设置走步与跳步参数
因为要打样和校版,所以上好版后应设置走步与跳步参数,以控制电化铝的走纸长度。
电化铝的走纸长度是由位置控制系统控制的,这个系统可同时控制两根轴自动以走步、走步加跳步的工作方式工作。现在举例说明各项参数的设置过程,图5-4-7所示为位置控制系统的控制面板,其“走步”控制每次烫印电化铝走过的距离;“程序次数”控制多块印版同时烫印时,每相邻两块印版间距离可以烫印的次数,即相邻两块印版间能容纳“走步”距离的数量;“跳步”控制伺服电机在一个循环内全部“走步”完成后拉过使用过的电化铝的距离。
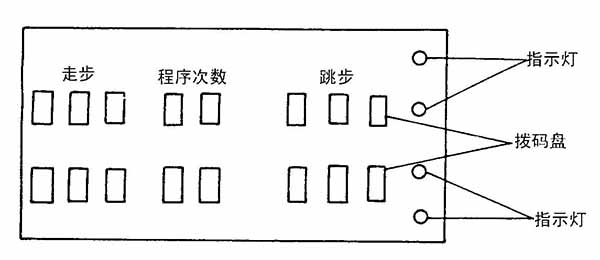
图5-4-7 走步、跳步设置面板图
1.当只有一块印版进行烫印时,走步的工作方式
当只有一块印版进行烫印时,可将“走步”拨码盘置数为:印版的宽度加至少1mm,“程序次数”拨码盘置数为1,“跳步”拨码盘置数与“走步”拨码盘相同,这时,伺服电机拖动电化铝以“走步”的方式工作,每次移动的距离为印版的宽度加至少1mm。1mm的距离分别分配给印版的两边,免得两次烫印在电化铝上重叠,使承印物有烫印不全的地方。
例1:一块印版烫印,印版的宽度为40mm,控制器拨码盘应如图5-4-8所示。
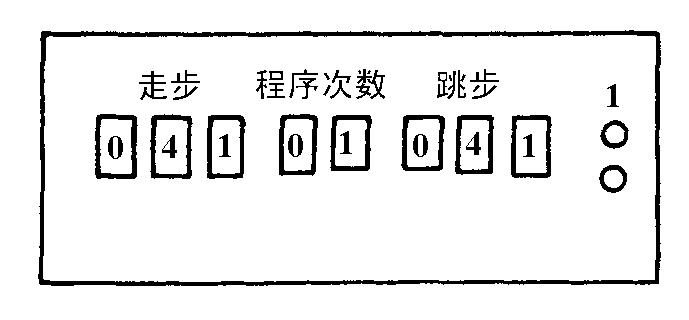
图5-4-8 设置示意图
2.当有两块以上印版同时烫印时,就是带“跳步”的工作方式
假如有两块或两块以上印版且相邻两块印版间的距离较大时,为了充分利用电化铝,需要计算后在控制器上置数,使伺服电机拖动电化铝以“走步”方式和“跳步”方式相间工作。
例2:金属板上布置有两块宽度L=40mm的印版,印版间距离S=212mm,如图5-4-9所示。
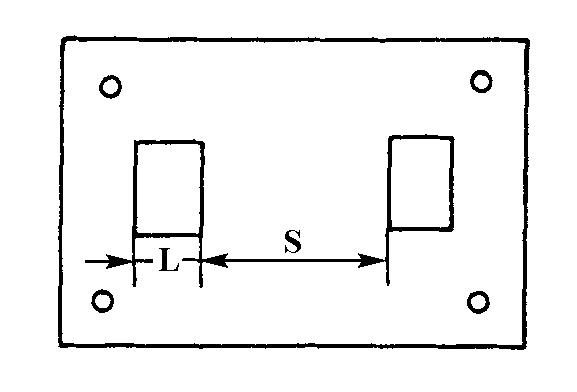
图5-4-9 板面示意图
(1)程序次数拨码盘上的置数:两版间距离S=212mm,印版宽L=40mm,在S距离内可烫印的图案数Na=S/L=212/40=5.3(个)取Na=5,在“程序次数”拨码盘上置数为5。
(2)“走步”拨码盘的置数:“走步”拨码盘的置数P=S/Ha=212/5=42.4(mm)取P=42mm,在“走步”拨码盘上置数为42。
(3)“跳步”拨码盘的置数:“跳步”拨码盘上的置数应大于:版间距+印版宽×版数,即S+2L=212+40×2=292(mm),至少应是293mm,此例在控制面板上的置数如图5-4-10所示。
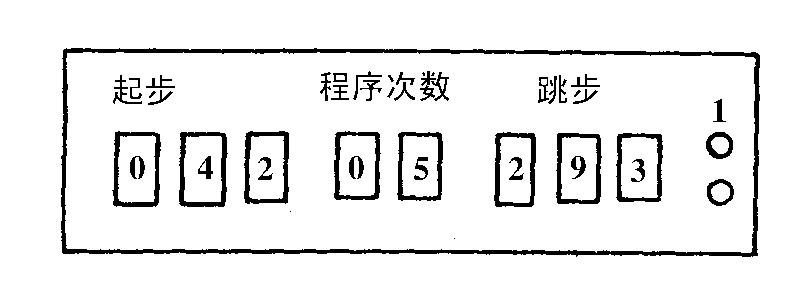
图5-4-10 设置示意图
例2计算方法的特点是:将两块印版间的距离平均分配给每个“走步”距离,而不是给每个“走步”1mm的富裕。
例3:假如有三块印版同时烫印,印版的宽度L=16mm,相邻两块印版间距离S=239mm。
(1)“程序次数”拨码盘的置数:Na=S/L=239/16≈14.93取Na=14
(2)“走步”拨码盘的置数:P=S/Na=239/14≈17.1取P=17
(3)“跳步”拨码盘的置数:“跳步”拨码盘置数应大于:相邻版间距×版间距数+版宽×版数=239×2+16×3=526(mm)取527。例3在控制面板上的各数如图5-4-11所示。
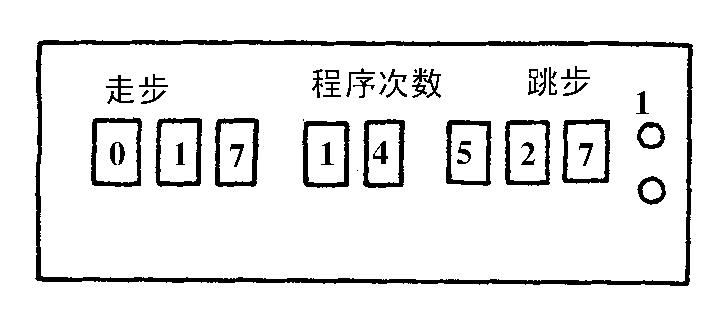
图5-4-11 设置示意图
例4:有三块印版同时烫印,L=16mm,S=234mm。
(1)“程序次数”拨码盘的置数:Na=S/L=234/16=14.61取Na=14
(2)“走步”拨码盘的置数:P=S/Na=234/14≈16.72假如这时取P=16,与印版宽度L=16相同,电化铝上就会叠印,承印物上会出现空白,可以有两种方法解决。a.重新安排印版的间距,如把印版间距拉大到238mm以上,再进行计算置数。
b.重新计算置数,减小程序次数。
当取Na=13,P=234/13≈18.4 取P=18
(3)“跳步”拨码盘上的置数:如采用方法b,“跳步”拨码盘置数应大于:234×2+16×3=516 取517
应该注意的是:每次产品印完后,新产品开印前都要重新置数。
前面曾提到半自动烫金机的置数问题。其实两种机器置数的计算道理相同,工作中可参照全自动机计算方法,不同的是半自动机的走纸方向是与地面垂直,TYML750-SY机的走纸方向与地面平行。
返回目录页
|

