|
《包装设计制作工艺与检测技术标准实用手册》
第四篇 包装设计基础
第三章 包装容器结构设计
第四节 金属包装容器结构设计
(二)二片罐的结构设计与计算
1.二片罐的结构设计
二片罐的罐形、结构尺寸及封口形式由于受制罐设备的限制,可变化的余地很小,其结构设计在实质上是选定罐形、制造工艺方法及封口形式等。在具体设计中应注意以下几个方面。
a.罐形和罐容规格的选择。二片罐的罐形和罐容与三片罐基本相同,首推选择圆形罐且要求罐容规格尽量选用标准规格尺寸。
b.罐壁厚度。对非压力容器根据要求选定壁厚,一般为0.15~0.5mm左右;对于压力容器(如盛装含气饮料),则应按公式(4-3-37)计算罐壁所需最小厚度。
c.制造工艺方法。二片罐的制造方法有浅拉深、深拉深及变薄拉深3种方法,根据要求合理选定。
d.封口形式。一般可选用标准的二重卷封结构。
e.开封形式。常用的开封形式有顶形式、侧面卷开式、饮料罐易开盖式和整体拉开盖式等。在选择罐形时,同时应确定开封形式。
2.二片罐坏料尺寸计算
二片罐在罐身成型时,先用板料冲压出圆形坏料,然后再冲压拉深成型罐。圆形坏料尺寸,通常依照表面不变或体积不变原则计算。
对拉深罐的圆形坏料尺寸,按表面积不变原则计算;对于变薄拉深罐,其圆形坏料尺寸则接体积不变原则来估算。圆柱形罐坏料表面积常用计算公式参见表4-3-39。
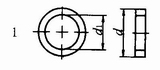
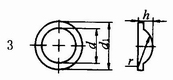
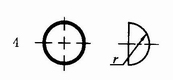
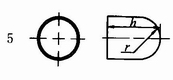
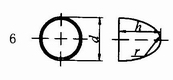
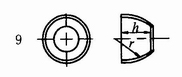
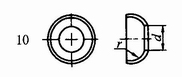
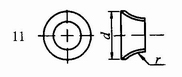
表4-3-39 常用拉深罐坏料表面积计算公式
|
A=π(d2-d21)/4 |
|
A=2πrh
A=π(d2/4+h2) |
|
A=π(d2/4+h2)
h=r-r2-d2/4 |
|
A=2πr2 |
|
A=2πrh |
|
A=2.222dh2+d2/4 |
|
A=πdh |
|
A=πf(d+d12)
f=h2+(d1-d2) |
|
A=2πrh |
|
A=2πr2+π2rd2 |
|
A=π2rd2-2πr2 |
|
A=π(ds-2rh) |
|
A=π(ds-2rh) |
|
A=π2rd |
|
A=π2rd |
例1 拉深罐圆形坏料计算:罐坏结构及尺寸如图4-3-143所示,计算圆形坏料尺寸。
由图可知,其结构是表4-3-39中序号1,2,7,10,11的组合。故按面积不变原则有:
πD24=πdh+π2r2(d-2r2)2-2πr22+π2r1d12+2πr21+2πrh1+π4(d21-d22)
整理后得:
D=4dh+2πr2(d+2r2)-8r22+2πr1d1+8r21+(d21-d22)+8rh1
实际坏料尺寸,考虑到拉深后要裁去冲件上的部分边料,D坏应为:
D坏=D+(10~30) (4-3-44)
例2 变薄拉深罐圆形坏料尺寸计算:罐形结构及尺寸如图4-3-144所示,估算圆形坏料尺寸。
根据体积不变原则,有:
πD24t0=πd2t34+πdh2t2+πdh1t1
整理后得:
D=d2t3+4dh1t1+4dh2t2t0
考虑到修边需裁去部分边料,故:
D坯=d2t3+4dh1t1+4dh2t2t0+(10~30) (4-3-45)
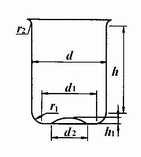
图4-3-143 拉深罐坯料计算图
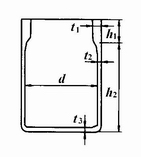
图4-3-144 变薄拉深罐坯料计算图
返回目录页
|