|
《包装设计制作工艺与检测技术标准实用手册》
第四篇 包装设计基础
第三章 包装容器结构设计
第四节 金属包装容器结构设计
表4-3-32 易开盖三片罐规格尺寸(GB/T17590-98)
规格代号
|
公称容量/ml
|
罐体内径D①/mm
|
罐体高度H/mm
|
罐颈内径d/mm
|
封易开盖罐 |
封底盖罐 |
200/202/200×402 |
212 |
52.30±0.15
|
104.33±0.30 |
50.00±0.15
|
50.00±0.15
|
200/202/200×504 |
275
|
132.90±0.30
|
202/202/202×504 |
52.30±0.15 |
52.30±0.15 |
260/211209×214 |
212 |
65.30±0.15
|
73.50±0.30 |
62.50±0.15
|
57.10±0.15
|
206/211/209×309 |
275 |
91.50±0.30 |
206/211/209×408 |
355 |
115.20±0.30 |
206/211/209×413 |
390
|
121.95±0.30
|
209/211/209×413 |
62.50±0.15
|
209/211/209×309 |
275 |
91.50±0.30 |
①罐体内径仅为工艺长寸。
2.罐身
(1)罐向接缝。由前述三片罐加工工艺方法可知,不同的工艺方法形成的罐身接缝也不相同,共有4种接缝结构形式,见图4-3-132。
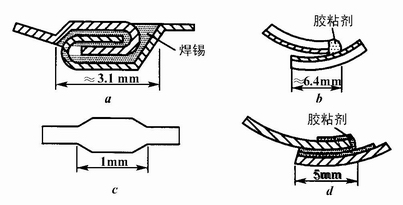
图4-3-132 罐身接缝剖面图
a.锡焊法;b.粘接压合法;c.电阻焊接法;d.粘接层合法
(2)切角与切缺。切角是将罐身板一端切去的上下两角,而另一端切制出的两个锐角即为切缺,目的是在罐身两端钩合后,钢板重叠量减少,便于翻边及封罐。切角的结构及尺寸见图4-3-133a,切缺的结构见图4-3-133b,切角和切缺的深度为2.1~2.5mm,随罐径增大而增大,允许偏差为±0.15mm,见表4-3-33。
表4-3-33 切角、切缺深度与偏差
罐内径/mm |
≤65 |
66~150 |
>150 |
切角、切缺深度t/mm |
2.1 |
2.3 |
2.5 |
允许误差1mm |
±0.15
|
(3)端折(成钩)。端折的目的就是为了使罐身的两端能够钩合,其结构及尺寸见图4-3-134。成钩要求罐身两端成钩与罐身成相反的35°~45°,且两端成钩宽度一致,成钩的宽度为2.3~2.8mm,随罐径增大而增大,允许偏差为±0.15mm。
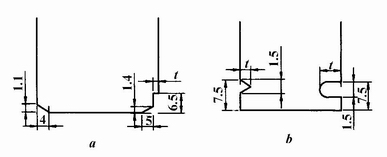
图4-3-133 切角与切缺规格及结构尺寸
a.切角结构;b.切缺结构
(4)接缝结构。罐身板两端成钩相互钩合后,通过踏平机利用机械压力将钩踏平,形成罐身接缝结构。踏平后的接缝结构见图4-3-135(压接罐和锡焊罐接缝结构)。
踏平后接缝尺寸标准为:
接缝宽度b2.9~3.4mm(随罐径增大而增大)接缝厚度t4tb+e(mm);其中,tb是罐身板厚度;e是修正系数,一般取≤0.2mm。
叠接缺口深度h0.5±0.1mm。
电阻焊形成的接缝结构见图4-3-136。
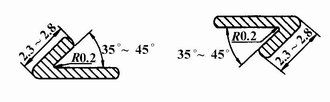
图4-3-134 成钩结构
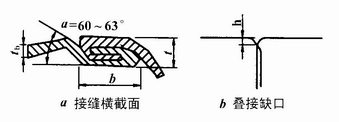
图4-3-135 接缝成型结构
接缝结构尺寸标准为:
接缝宽度b0.6~1.0mm(随罐径增大而增大);
接缝厚度h≤1.4tb,其中,tb是罐身板厚度(mm)。
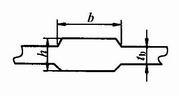
图4-3-136 电阻焊接缝结构
(5)罐身刚性圈。当罐身直径较大时,为了提高刚性,可在其圆周方向滚压刚性圈,如图4-3-137所示。同时在纵向接缝处预压出预压筋,以便而后滚压刚性圈。
返回目录页
|

