|
《包装设计制作工艺与检测技术标准实用手册》
第四篇 包装设计基础
第三章 包装容器结构设计
第四节 金属包装容器结构设计
(三)金属包装容器典型制造工艺过程概述
1.金属罐典型制造工艺过程
(1)三片罐。三片罐有圆柱形罐和异形罐两大类,其成型加工工艺基本相同。根据罐身制造工艺方法的不同,有压接罐、粘接罐和焊接罐3种。这3种罐的区别在于罐身侧缝的加工方法不同;而罐底、罐盖,以及罐底和罐盖与罐身结合的加工方法相同。
①压接罐。压接罐的罐身是沿用老式的切角、端折、压平工艺制造,主要用于密封要求不严的食品罐。以圆形罐为例,其典型制造工艺过程见图4-3-119,但现在使用较少。
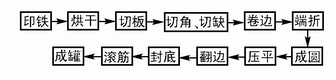
图4-3-119 压接罐制造工艺过程
②粘接罐。粘接罐的罐身是用有机粘合剂粘接纵缝的制罐工艺制造。制罐时将熔融的粘剂,涂布于罐身的搭接或钩合的接缝,经加热、加压、冷却,使接缝紧密粘合。有粘合剂压合法和粘合剂层合法两种。其典型制造工艺过程见图4-3-120。
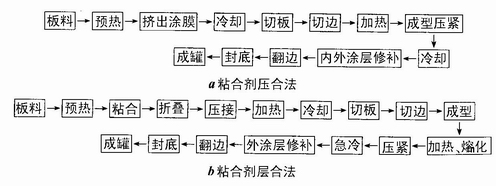
图4-3-120 粘接罐制造工艺过程
③焊接罐。焊接罐是罐身纵缝采用焊接密封制造的金属罐。焊接方法有锡焊和电阻焊两种,其中锡焊存在铅污染问题,基本上被电阻焊制罐工艺所淘汰。锡焊和电阻焊制罐工艺过程见图4-3-121。
④罐盖(底)。无论罐身是哪种方法制造,它们的罐盖(底)的制造工艺基本一样。以圆盖为例其制造工艺过程见图4-3-122。
(2)二片罐。二片罐也有圆柱形罐和异形罐两大类。根据罐身的制罐工艺方法的不同有浅拉深罐、深拉深罐和变薄拉深罐3种。
①浅拉深罐。浅拉深罐的高径比较小(<1),只要一次拉深即可成型,其制造工艺过程见图4-3-123。
②深拉深罐。深拉深罐的高径比较大(>1),由于板材极限拉伸比的限制,需分若干次拉深才能成型。其制造工艺过程见图4-3-124。
③变薄拉深罐。罐向侧壁厚度在拉深过程中显著变薄。但罐底部的厚度基本不变。其制造工艺过程见图4-3-125。
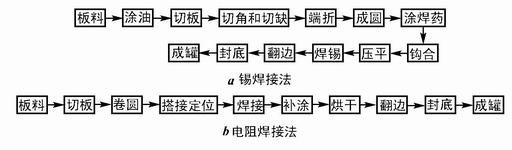
图4-3-121 焊接罐制造工艺过程

图4-3-122 罐盖(底)制造工艺过程

图4-3-123 浅拉深罐制造工艺过程
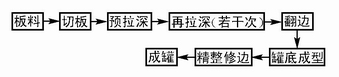
图4-3-124 深拉深罐制造工艺过程

图4-3-125 变薄拉深罐制造工艺过程
④易开盖。各式各样的易开罐盖,制造工艺大同小异,最常见的拉环式易开盖制造工艺过程见图4-3-126。
2.金属桶典型制造工艺过程
以圆桶为例简要介绍其制造工艺过程。
(1)桶身。圆形闭口钢桶桶身的制造工艺过程见图4-3-127。与圆形开口钢桶桶身的制造工艺过程相比,圆形开口钢桶桶身的制造工艺多一道桶口卷线工序。异形钢桶桶身制造工艺一般比圆形钢桶桶身制造工艺多一道胀型工序。

图4-3-126 易开盖制造工艺过程

图4-3-127 圆形闭口钢桶桶身制造工艺过程
(2)桶底。桶底的制造工艺过程见图4-3-128。

图4-3-128 桶底制造工艺过程
(3)桶盖、桶顶。桶顶的制造工艺过程见图4-3-129;桶盖的制造工艺过程见图4-3-130。

图4-3-129 桶顶制造工艺过程

图4-3-130 桶盖制造工艺过程
(4)封口组合。桶身和桶底、顶、桶口件制造完成后,最后经封口组合成桶。封口组合是最后一道决定钢桶质量的关键工序。目前最常用的方法是二重平卷边封口和三重卷边封口。
3.金属软管金属软管制造比较简单,主要工艺是将金属片状毛坏冲压挤出成型,其制造工艺过程见图4-3-131。

图4-3-131 金属软管的制造工艺过程
返回目录页
|

