|
《包装设计制作工艺与检测技术标准实用手册》
第四篇 包装设计基础
第三章 包装容器结构设计
第二节 塑料包装容器结构设计
(五)脱模斜度设计
为了容易从模具中取出塑件,设计塑件时必须有脱模斜度。脱模斜度虽因塑件的形状,成型塑料的种类,模具的结构,表面光洁度以及加工方法等的不同而异,但在一般情况下也有经验数据可依,一般为1°~1.5°,也可以到0.5°。
压制成型深度较大的容器时,不单要求阴阳模均应有足够的斜度,而且希望阳模斜度大于阴模斜度,这样塑件下部的侧壁厚度将大于上部的厚度。如图4-3-81所示。
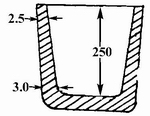
图4-3-81 压制深型容器侧壁斜度
(六)孔的设计
孔会使塑件上有熔接痕,也是使强度削强的主要原因之一。因此,要注意孔的结构与尺寸设计,如图4-3-82所示。孔的周边应加厚,孔心距应大于两孔径之和,孔离边缘应有3倍孔径以上的距离,盲孔应与塑料流向垂直,对接孔应注意大小的配合。
(七)嵌件的设计
成型过程中,直接将金属件(或非金属件)嵌入塑件,使金属件(或非金属件)与塑件固定为一个整体,这个金属件(或非金属件)称为嵌件。其加入目的是为了增强塑件的强度和刚度,也有时是为了达到某一特殊要求,如化妆品包装的装饰性嵌件。
嵌件的设计应考虑以下问题:嵌件材料膨胀系数与所选用塑件材料的膨胀系数应尽可能接近;嵌件周围料层厚度不宜太薄,否则会因收缩而破裂;嵌件应尽可能采用圆形或对称的,以保证其收缩均匀等。
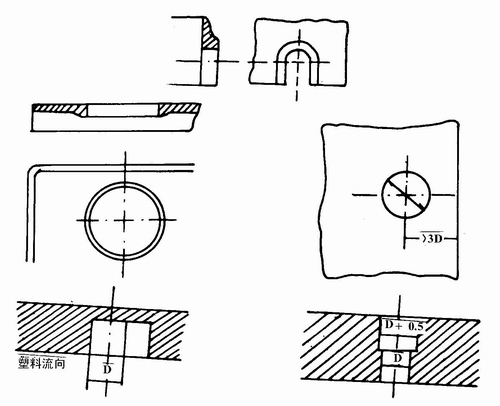
图4-3-82 孔的设计
三、其它工艺成型容器结构设计要点
(一)真空成型容器结构设计要点
1.几何形状
真空成型采用塑料片材纵横延伸,最适合于制作宽口、深度浅等单纯的箱、杯形容器,如杯状、盒状等。
如图4-3-83,塑料制品的深度与宽度(或直径)之比(H/D)称为深宽比。它反映了塑料容器制品真空成型的难易程度,一般深宽比越大成型越困难。故真空成型的塑料容器制品深度是有限度的。在设计中,必须根据塑料容器制品的要求,所用片材厚度与拉伸以及模具制造和成型工艺条件综合考虑。一般选用深度比为0.5~1.0,最大不得超过1.5。
2.圆角
为避免角隅处厚度过于减薄和应力集中,塑料容器制品的转角处不允许尖角,圆弧半径尽可能大些,至少要大于所用片材厚度。
3.模壁斜度
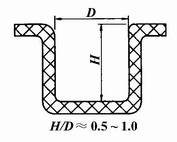
图4-3-83 深宽比
真空成型的容器制品模具需要1/120~1/10的脱模斜度。使用凹模(阴模)成型时,由于容器制品的收缩,易于脱模,模壁斜度可取较小值,理想的斜度为1/60,如果使用凸模(阳模),模壁斜度要取较大值,如1/20。
4.切槽
在容器制品的底面可设计有深、浅、宽、窄不同的切槽,总的设计原则是切槽应增加强度便于成型。
5.加强筋
真空成型的空器制品中,以大面积的敞口容器为多,由于所选片材厚度有限制,成型中片材因受拉伸而变薄,为保存证容器制品的刚度,应在适当的部位设置加强筋。
6.片材厚度的选定
对于热成型,使用的片材厚度最好为0.1~0.8mm。一般在大批量使用的情况下,可自定片材厚度,而在少量使用的情况下,则应选用标准厚度的塑料片材,见表4-3-22。
表4-3-22 食品包装用聚氯乙烯(PVC)硬片,mm
项 目 |
规 格 |
允许公差 |
长度 |
片材
卷材 |
0~+20
不允许有负值 |
宽度 |
- |
0~+5 |
厚度 |
≤0.03
0.03~0.05
0.05~0.1
0.1~0.3
0.3~0.5
0.5~0.8 |
±40%
±30%
±20%
±15%
±13%
±10% |
用一张塑料片材进行热延伸成型加工往往会出现容器制品的壁厚不均匀,壁厚最薄的部分也是容器制品上强度最弱的部分。设计上控制容器制品上最薄的部分,使之保持一定的厚度,就能保证整个容器制品的强度。故选用片材的厚度可用下式计算:
T=S1×T1×S (4-3-25)
式中 S1———容器制品的单面总面积;T1———容器制品所需的平均厚度;S———成型机所夹持的塑料片材面积;T———塑料片材所需的最小厚度。
当热成型深度较大和凹凸较大的容器制品时,容器制品壁厚的不均匀度较大,为保证最小容器制品的壁厚,应选择厚度较大的片材。
7.尺寸精度与热变形
对于收缩率大的塑料如聚乙烯、聚丙烯,在加工时的取向不同会产生较大的方向差异误差。故热成型由于材料的关系,不能制造精密容器制品。
环境、气温的变化对成型后的容器制品尺寸和稳定性也有很大影响。除在使用上要注意曝冷曝热外,在设计上要尽量减少材料出现过度延伸和出现锐角。
返回目录页
|

