|
《包装设计制作工艺与检测技术标准实用手册》
第四篇 包装设计基础
第三章 包装容器结构设计
第二节 塑料包装容器结构设计
(二)防变形的结构设计
要注意改善形状、变直角为圆角、设置加强筋、支承面上设置凸缘。例如:
对矩形薄壁容器,如果预先将容器侧壁设计成稍外凸,使变形后正好平直则是理想的。在图4-3-75中,a是箱型容器侧壁为防止翘曲而进行的带状增强;b是容器边缘的设计实例,以此来增加刚性和减少变形;c是为了加强大平面底部,除了设置加强筋外,还可以将底部制成波形、棱锥体,或在底部制成凸缘形状;d是为了防止大底部变形,将转角处的半径增大或设计成阶梯形;e是为了加强薄壁容器的底和盖,而将其设计成球面或拱曲面。
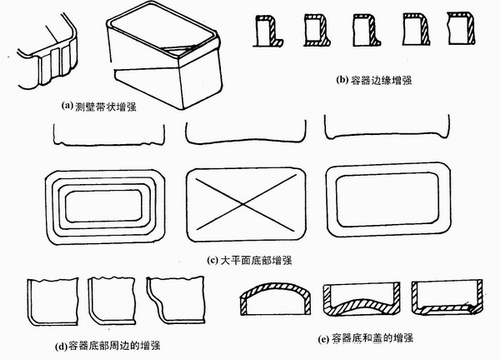
图4-3-75 改善形状防止变形
两面相交的尖角部分由于内应力集中,在受力或受冲击振动时会发生破裂,甚至在脱模过程中即由于模壁内应力而开裂。为了减少变形,转角处要做成圆角,以分散应力。同时圆角大大地改善了塑料的充模特性,使其容易流动,并制得完整的产品。另外,塑料的圆角也使得模具型腔对应部位亦呈圆角而增加了模具的坚固性。塑件的外圆角对应着型腔的内圆角,它使模具在淬火或使用时不致因应力集中而开裂。但在塑件某些部位,如分型面、型态与型腔配合处等不便作为圆角而只能采用尖角。
图4-3-76所示为塑料受力时应力集中系数与圆角半径的关系。从图可见,半径R和厚度t之比即R/t的比值增加时,应力集中系数降低。在R/t为0.3以前,降低的幅度比较大,在0.8以后下降趋于平缓。
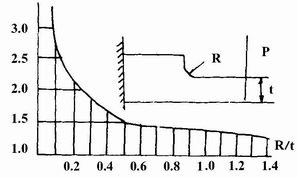
图4-3-76 R/t比值与应力集中的关系
加强筋可以增强容器的强度和刚度。沿着塑料流动方向的加强筋,还能降低塑料的充模阻力,改善塑料在成型过程中的流动情况。
加强筋的布置应避免或减少塑料局部集中,否则会产生缩孔和气泡。图4-3-77所示为容器底或盖上加强筋的布置情况。
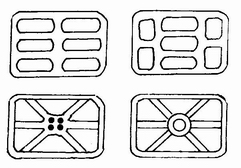
图4-3-77 容器底部加强筋的布置
将塑件的整个底面设计为支承面是不合理的。因为塑件稍许翘曲或变形就会使底面不平,常以凸出的底脚(三点或四点)或突边来作支承面,其凸出高度常取0.3mm~0.5mm。如图4-3-78所示。

图4-3-78 用底脚或凸边作支承面
(三)合页设计
为了充分利用塑料的特性,有些塑料箱型包装的底和盖通过合页连为一体。例如选用聚丙烯合页可以省略箱类塑料的安装工序,防止利用金属零件而生锈,且可以达到几十万次弯折不断裂。合页的形状和尺寸如图4-3-79所示,是靠非常薄的膜把容器的底和盖连结在一起。
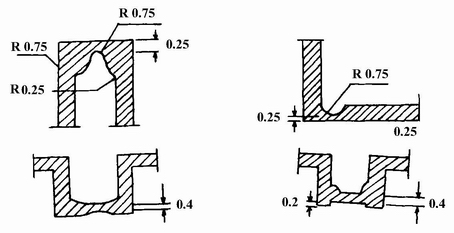
图4-3-79 聚丙烯合页形式
(四)分型线设计
塑料在模具中成型,为了将塑料件从模具中取出,模具分开的面对塑件来说叫分型线。分型线的位置有与开模方向垂直、平行、倾斜之分;还有直线、弯折线、曲线之别。如图4-3-80所示。
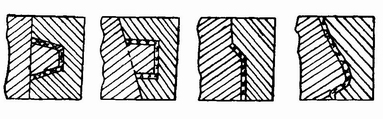
图4-3-80 分型线各种形状
返回目录页
|

