|
《包装设计制作工艺与检测技术标准实用手册》
第四篇 包装设计基础
第三章 包装容器结构设计
第二节 塑料包装容器结构设计
(3)拉伸吹塑工艺过程。典型的成型工艺有两种:其一是将注射成型管坯加热到塑料拉伸温度,在拉伸装置中进行轴向拉伸,然后将已拉伸的管坯移到吹塑模具中,闭模,吹胀管坯成型制品(图4-3-71a)。其二是将挤出管材按要求切成一定长度,作为冷管坯,然后将冷管坯放入加热装置中加热到塑料拉伸温度,再将热管坯送至成型台,闭模,使管坯一端成型容器颈部和螺纹并进行轴向拉伸,吹胀管坯成型,冷却启模即得到容器制品(图4-3-71b)。
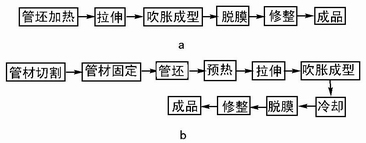
图4-3-71 拉伸吹塑两种工艺过程
拉伸吹塑具有成品率高,易于成型,生产效率高,制品质量易控制、冲击强度高、透明性、气密性好的优点,但成型工艺对材料和成型条件要求高。适合于批量大、形状简单的小型容器(小于2L)的制造。
4.热成型
热成型系对热塑料片材,先进行加热使其软化到近熔融状态,在成型力作用下塑料分子产生流动,经冷却后定型,形成容器制品。热成型工艺过程见图4-3-72。

图4-3-72 热成型工艺过程
热成型具有能制造壁厚薄(达0.005mm)、尺寸大(达2m)、耐冲击性高的容器制品。但容器制品尺寸精度低,成型深度有限,材料消耗大。适合于从小批量到大批量、结构简单的容器制品制造。
5.旋转成型
旋转成型既可制造小型塑料中空容器,更适合制造大型塑料中空容器。成型工艺过程为:将定量的粉状、液状、糊状树脂加入置于旋转机上可开闭合的阴模中,然后闭合模具,通过外界加热使模具壁面温度达到树脂熔融温度,在加热的同时启动旋转机,模具绕正交的主、次两主轴作复合旋转。使树脂在旋转过程中熔融并均匀地涂布在模具壁面上,待冷却后,旋转机停止,启模修整即得中空容器制品(图4-3-73)。

图4-3-73 旋转成型工艺过程
旋转成型具有能制造复杂形状、壁厚均匀、尺寸大(达2m×2m×4m)的中空容器制品,且生产成本低。但容器制品外观差、尺寸精度低且制品内表面不能加工。只适合于小批量生产。
其它成型方法还有真空成型、发泡热成型等。成型方法与适合制造的包装容器制品和成型方法与适用的塑料材料分别见表4-3-20和表4-3-21。
表4-3-20 塑料成型方法与容器制品
成型方法 |
适合制造的包装容器制品 |
成型方法 |
适合制造的包装容器制品 |
注射成型 |
瓶、杯、箱、桶、罐类容器 |
模压成型 |
箱、盘、盒类容器 |
挤出吹塑 |
小口瓶类容器 |
热成型 |
盘、杯、盆、盒类容器 |
注射吹塑 |
大口瓶类容器 |
旋转成型 |
超大容器、异形容器 |
拉伸吹塑 |
形状简单的小容器(2L) |
发泡成型 |
衬垫 |
表4-3-2 1塑料成型方法与适用的材料
成型方法 |
适用的材料名称 |
注射成型
挤出吹塑
注射吹塑
拉伸吹塑
模压成型
热成型
旋转成型
发泡成型 |
LDFE、HDFE、PP、PVC、ABS、PA、PET、PC、PF、UF、PS
LDFE、HDFE、PP、PVC、ABS、PA、PET、PC
LDFE、HDFE、PP、PVC、ABS、PA、PET、PC
LDFE、HDFE、PP、PVC、ABS、PA、PET、PC
PVC、PF、UF
HDPE、PP、PVC、PS、ABS、PC
LDFE、HDFE、PP、PVC、PA
LDFE、PP、PVC、PS、PF、UF |
二、注射压制和压铸成型容器的结构设计要点
(一)壁厚的设计
确定塑料容器的壁厚是很重要的,应根据容器的用途、强度、配合结构和重量的要求以及成形时的流动性、变形、硬化、顶出等情况来决定,尤其是要决定能满足性能要求的最经济的壁厚,为此不仅应该知道塑料的性质,而且要考虑成型条件。
常用的热固性塑料,小型壁厚取1.7mm~2.5mm:大型件取3.2mm~8mm,没有大于10mm,因为壁厚过大不仅浪费材料,延长了生产周期,而且易造成固化不完全。
除了必要厚度之外,还要求壁厚比较均匀,否则由于过厚过深处收缩不均匀,造成应力集中而发生裂纹和变形等。图4-3-74中,左边图是错误的设计,右边图为改进后的设计。
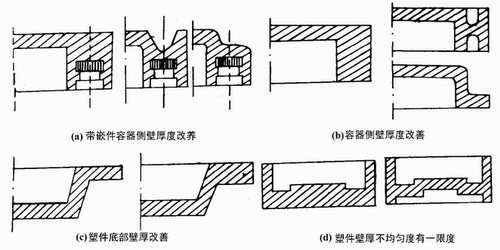
图4-3-74 容器壁厚设计
此外,还必须考虑以下因素:结构强度、脱模强度、对冲击力均匀的分散、嵌件处可能出现的破裂情况,塑料本身的流动性,加强筋和凸台设置情况等。
返回目录页
|

