|
《包装设计制作工艺与检测技术标准实用手册》
第三篇 包装材料及容器
第九章 封缄材和捆扎材
第三节 胶带
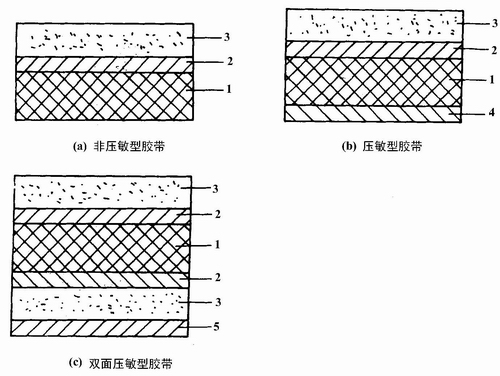
图3-9-1 胶带结构组成示意图
1.基材;2.底层处理剂;3.粘合剂;4.背面处理剂;5.剥离材
三、压敏型胶带
压敏型胶带是最有代表性的,包装中最常用的一种胶带。
(一)压敏型胶带的制造
首先,根据基材选定配方制备底层处理剂,背层处理剂和粘合剂。
然后,采用刷涂或辊涂的方法施涂底层处理剂与背层处理剂,然涂布后干燥。
粘合剂的涂布有三种方法:热熔法、挤出法和辊涂法。
热熔涂布法:先按工艺配方将粘合剂各组分加到炼胶机上加热混炼,当加热到适宜涂布粘度时即可涂布。此法不用溶剂,靠加热使粘合剂粘度下降进行涂布,涂布后温度迅速下降而“干燥”。此法可用于粘合剂分子量较大的情况。
挤出涂布法:将选定的粘合剂各组分投到挤出机中进行混合塑化,使之具有一定流动性时,通过挤出机的螺杆挤出,在挤出机喷口的口模上形成薄膜直接涂布到处理好的基材上。一般适用于大分子的粘合剂。
辊涂法:先将粘合剂各组分用溶剂溶解并混合均匀。然后用辊涂装置在一定的压力作用下使胶液涂布到基材上。此法只适用于分子量较小的粘合剂。一般此法很少使用。
涂布粘合剂后,经干燥、卷取。最后在分切机上复卷、剪切、制得不同尺寸规格的胶带,包装后即可投放市场。
(二)压敏型胶带的粘附特性
压敏型胶带不需要用水和溶剂,也不需要加热,只要轻轻按压,就可使之粘结在被粘物体表面,而把胶带从被粘物表面撕开,却需要较大的剥离力,其所表现的抵抗力即为粘合剂对被粘物体的粘附力。胶带被剥离后,若压敏胶完全脱离开被粘物表面而无残留。为了达到上述要求,压敏胶粘合过程的四个因素必须满足:
T<A<C<K
这四个因素之间的关系通过图3-9-2加以说明。压敏胶带粘合的四个主要因素是:
T为粘着力:习惯上称为初粘力,是压敏胶带的润湿能力及初始粘性的体现。一般是指用手轻轻按压胶带时所显示出的手感粘性。
A为粘附力:是指在进行适当的按压粘贴后,粘合剂与被粘物体表面之间的结合力。
C为内聚力:指粘贴后压敏胶内聚强度。
K为粘基力:指压敏胶与基材间的粘结力。
上述四种因素之间是:T<A<C<K,胶带才能满足应用过程中的各种要求。否则,就会出现质量问题,例如T≮A,就没有压力敏感性;C≮K,则会产生脱胶现象。
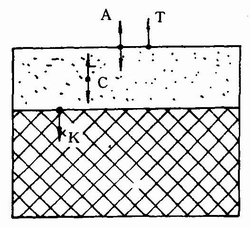
图3-9-2 压敏型胶带的四个粘合因素示意图
返回目录页
|

