|
《包装设计制作工艺与检测技术标准实用手册》
第三篇 包装材料及容器
第五章 玻璃、陶瓷包装材料
第三节 玻璃容器的成型与加工
(二)轻量玻璃容器
1.重容比
玻璃瓶罐的重量与其容积之比,称为重容比,常用W(g)/C(ml)表示。重容比是评价同样容积的瓶子重量大小的参数,重容比越大,其重量越大。玻璃瓶重与壁厚有关,一般说来,重量瓶是指平均壁厚为3.5nm的玻璃瓶,而轻量瓶的壁厚平均为2~2.5mm。图3-5-9示出了某些瓶罐的重容比。
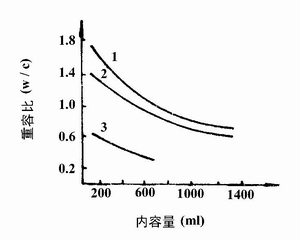
图3-5-9 轻量瓶与普通瓶的重容比
1.普通充气饮料瓶;2.普通非饮料瓶;3.轻量瓶
轻量瓶在减少壁厚的状态下要保持较高的耐压强度是非常困难的。目前是通过改变玻璃成分、应用双层涂敷工艺及钢化技术进行表面处理,使瓶壁厚度均匀化以及改善造型设计等综合因素实现的。这种轻量瓶通常为非回收瓶。例如,1升的果汁饮料瓶已从原来的700g降到470g,壁厚2.7mm。有报道说,目前已将这种瓶子的重量降到305g,壁厚达到1.6mm。
2.轻量瓶的级
在研制轻量瓶的过程中,人们利用下列经验公式来表示轻量瓶的级别或轻量级的程度:
L=0.44WV-0.77 (3-5-3)
式中:L为轻量化级;W为瓶重(g);V为瓶容积(ml)。
根据3-5-3式确定的玻璃瓶的轻量化级列于表3-5-3。
表3-5-3 轻量瓶的轻量化级
| L |
级别 |
| >1.4 |
重量级 |
| 0.7~1 |
轻量级 |
| 1~1.4 |
标准重量级 |
| <0.7 |
超轻量级 |
3.轻量瓶的设计
在轻量瓶设计中,主要应考虑下列因素:
(1)为了使瓶壁厚度均匀,在选料上要选含Al2O3、MgO的钠钙玻璃。由于瓶壁薄,散热快,应使玻璃的料性较长。粘度-温度变化要与机速相适应。
(2)为了使瓶罐有较好的机械强度,必须在瓶形设计中考虑影响强度的因素,如避免螺纹瓶口、减少瓶(颈)高度,避免瓶肩及瓶底部分过大的曲率半径等。
(3)采用双层涂敷、离子交换等先进的强化玻璃技术工艺制造玻璃瓶。
五、陶瓷包装材料
陶瓷是古老的包装容器之一。用粘土、砂子等原料制陶的工艺是我国古代劳动人民的一项伟大发明。公元前200年,我国就有了陶瓷制品,后来远销世界各地并闻名于世。陶瓷包装原材料丰富,成型工艺简单,价廉物美。经过彩釉装饰的瓷器,不但外观漂亮而且增加了气密性,提高了对内容物的保护作用。许多陶瓷包装本身又是一件精美的工艺品,在其内容产品用完之后,仍有观赏及重复使用的价值。所以至今陶瓷包装仍是富有民族传统的、应用广泛的包装容器。
(一)原料
制造陶瓷的原料主要有粘土(高岭土)、燧石或石英、长石,其中粘土是主要原料。粘土的主要成分为Al2O3·2SiO2·2H2O,并含有Ba2+、Ca2+、K+离子及有机杂质。粘土的作用有二个:
(1)加入水可以变成有可塑性的粘性物质,因而可以加工成各种形状;
(2)粘土的熔融温度具有一定范围,在某个温度下,它不能完全熔化,因此在焙烧中能保持一定形状。焙烧后,粘土成为多孔性材料。
燧石和石英的熔点非常高,它是陶瓷成型过程中的非可塑成分(也称非粘性成分)。粘土在干燥、烧制过程中因失水而收缩很容易产生龟裂,加入非粘性成分以后,可使其粘性适度减少,这不但减少了收缩,而且能与其他成分高温化合,增加陶瓷强度。
长石类物质是助熔剂,它的主要成分是铝硅酸盐,其中含有Na+K+Ca2+等离子。由于助熔剂可以降低非粘性成分的熔点,在焙烧过程中,它们可以形成玻璃状的流体,并流入多孔性材料的孔隙中,成为无孔性材料。
除上述三类主要原料外,有时还加入一些其他填加剂,如烧制骨瓷时要加入动物的骨灰,它可以增加半透明性和强度。原料中的铁杂质是非常有害的,要预先净化除去。
陶瓷制品的最后性质决定于原料的质量及粘土、石英、助熔剂三者的比例。一般的组成为粘土50%,石英类25%,长石类25%。
(二)制造与成型
将上述原料按适当比例调合、粉碎,使粉末状的原料具有很好的流动性,然后在混合机内充分搅拌,在压滤机内榨去水分,再进入土炼机充分捻捏成为素土。
陶瓷的成型工艺包括手工成型或模铸成型、干燥、涂釉、焙烧等步骤。
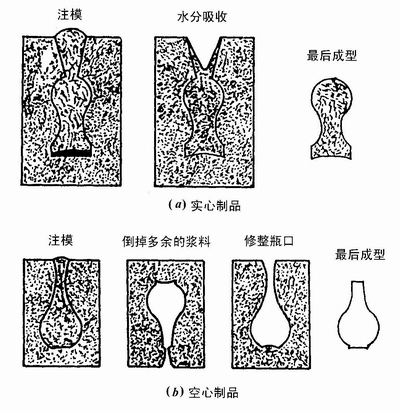
图3-5-10 陶瓷成型的几个步骤
粘土的颗粒在成型中被一层水膜包围着,且相互隔开,在干燥过程中,水分蒸发了,颗粒间隔缩小,引起型坯收缩(图3-5-11)。如果蒸发速率大于扩散速率,则表面干燥的速度比内部快,表面先收缩,就可能导致龟裂。水分蒸发速度可以通过改变温度、温度和空气流速控制。制品壁厚及水分含量也会影响收缩。颗粒尺寸越小,收缩越大。所以增大颗粒可以减小收缩。
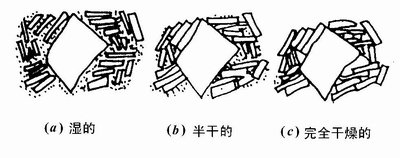
图3-5-11 粘土颗粒的收缩
在焙烧时,加热温度和升温速度非常重要。通常先经素烧,即在涂釉之前先烧一次使型坯坚固,密度增大。但有时也可以一次烧成,不必经过素烧。由于干燥过程中不可能完全除去型坯中的水分,所以焙烧的第一个阶段仍是干燥过程的继续,加热应非常缓慢。在120~130℃持续一段时间。在600~800℃时,加热应尤为小心,因这时原料中的结晶水要失去,如加热过速,则因收缩不均匀,会使表面龟裂。在高温时,会出现玻璃化反应。反应生成的玻璃液可流动填充干燥颗粒之间的空隙。玻璃化程度与组成、时间和温度有关。加入助熔剂可降低液相形成温度。在玻璃化反应过程中也伴随着收缩发生。玻璃化不但可以增加制品强度,而且可以使制品变为半透明,表面光滑,密度增加,使多孔制品变为无孔瓷器。
陶瓷表面涂釉不仅为了装饰,而且可以堵塞气孔,提高抗渗性。釉药的化学成分与玻璃相似,是硅谷、硼酸等酸性化合物与氧化铅、石灰、矾土、碳酸钾(钠)等碱性化合物生成的硅(硼)酸盐。各种不同的釉药成分列于表3-5-4。
表3-5-4 各种釉药成分
| 种类 |
成分 |
| 软质 |
硅酸铅、矾土、石灰、钾盐 |
| 硬质 |
硅酸钾、石灰、矾土等 |
| 珐琅釉 |
在硬质釉中加入10%失透剂(氧化锡、氧化锑、萤石、磷酸钙等) |
软质釉色透明、熔点低,主要用于陶器。硬质釉色透明、熔点高,主要用于瓷器。珐琅釉则使硬质釉变成胶状,从而不透明(失透),主要用于珐琅器皿。
返回目录页
|

