|
《包装设计制作工艺与检测技术标准实用手册》
第二篇 包装技术与工艺
第九章 装盒、装箱、装袋及裹包技术
第四节 装袋工艺
(二)边贯式制袋充填的基本装袋方法
连贯式制袋充填的基本装袋方法有直立式装袋和水平式装袋两种:
1°直立式装袋
这种方式可包装成枕型袋、三面封口袋和四面封口袋。由立式制袋充填机完成,有单列和多列两种。单列机的生产率为20~200袋/min,取决于充填方式、制袋材料和袋子尺寸;多列机主要用于小形袋,从2列到10列,生产率可达300~1500袋/min。
图2-9-25所示,为立式枕型袋制袋充填包装机示意图。其操作过程是:包装材料从卷筒上被拉向制筒导板形成筒状,由纵封器封合,再由横封器封底,并开始充填物料。充满后继续向下移动,到规定长度后,进行封横缝并切断。切刀下面是第一个袋的上口,而上面则形成了第二个袋的底,如此循环操作。
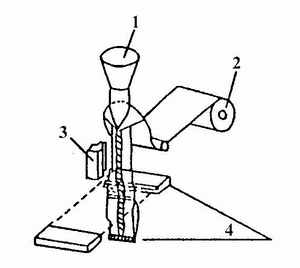
图2-9-25 立式枕型袋制袋充填包装机示意图
1—充填料斗;2—薄膜卷筒;3—纵封器;4—横封器及切刀。
图2-9-26为立式平装制袋充填包装机示意图。包装材料由两个单独的卷筒供给,拉至加料口下,经纵封器封合两侧边。再向下移到规定长度,由横封器封低边并开始充填物料。充填后袋继续向下移动,重复上述动作,同时将已装满并封口的袋切断。同样,横封器封合的面积中,上一半是空袋的底边,下一半是满袋的顶边。
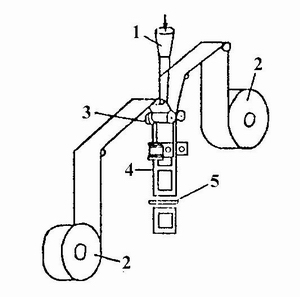
图2-9-26 立式平袋制袋充填包装机示意图
1—加料斗;2—薄膜卷筒(两卷);3—纵封器;4—横封器;5—切刀。
这种装袋方法特别适合包装小袋物料。如茶叶、调味品、速溶咖啡、化妆品、药粉和药片等。有的机种设计成多列式,在机器速度与单列机相同的情况下,生产率可成几倍的增长。
2°水平式装袋
这种方式可以包装成枕型袋、三面封口袋和四面封口袋。由卧式制袋充填包装机完成。适合于包装开头规则或不规则的单件或多件产品。如饼干、点心、肉类、鱼类、蔬菜和小五金零件等。生产率一般为50~150袋/min。
卧式枕型制袋充填包装机操作过程如下:包装薄膜从卷筒上拉下来,经导辊进入成形器形成筒状,同时推料板将被包装物品推入筒内,接着封纵缝,然后封横缝并切断。以后再循环重复以上过程。
卧式直线制袋充填包装机操作过程如下:包装薄膜从卷筒向上拉,经导辊后向水平方向移动,再经导辊进入三角形导板,将薄膜对折成“V”字形。再向前进由纵封器封合侧边,继续向前进一定长度,封合另一个侧边,接着充填物料,然后经横封器封合顶边,最后用切刀切断。这种机器可用以包成三面封口或四面封口的小型扁平袋。适于包装颗粒、粉沫和浆状等物料。生产率一般为100~120袋/min。有的机种可以同时包装两个袋,生产能力加倍。
四、装袋设备的选用要点
装袋机及其配套装置种类很多。功能、生产能力、袋的形状和尺寸,及所用材料及价格各不相同,而且差别很大。选用时必须根据工厂和市场的具体情况综合考虑;引进国外设备,必须符合国内的条件。除一般性问题外,提出以下要点,供选择设备时参考。
(1)充填的计量装置要选择得当。当包装某些颗粒和粉末状物料时,只有其比重能控制在规定范围内,才能选用容积式计量,否则宁可选用称量式计量。对于那些对空气湿度和温度敏感的物料尤其应当注意。
(2)封合时的加热方式与所用包装材料的热封性能要适应。否则封合质量不能保证。
(3)充填粉沫物料时,袋口部分容易被沾染,影响封口质量。多数情况是由于包装材料表面带有静电。因此,装袋机必须具有防止袋口部分被粉尘沾染的措施,如静电消除器等。
(4)当装袋速度快、被包装物品价格较贵时,最好能配有检量秤,随时剔出超重或欠重的包装件,并能自动调整充填量。
(5)小袋包装适合采用连贯式制袋充填机,或组成生产线。这种高度自动化的单机或生产线,一旦发生故障,生产将受很大损失。因此,必须选择质量好,可靠性高的机种。
返回目录页
|

