|
《包装设计制作工艺与检测技术标准实用手册》
第二篇 包装技术与工艺
第九章 装盒、装箱、装袋及裹包技术
第四节 装袋工艺
(3)直立袋:用三片材料制成,一片用来加底封合。充填后可直立,便于陈列。
图2-9-23所示为制袋充填包装机生产的袋型。其中(a)为枕型搭接中缝平袋;(b)为枕型对接中缝平袋;(c)枕型对接中缝有侧褶袋;(d)为三面封口平袋;(e)为四面封口平袋;(f)为直立袋。
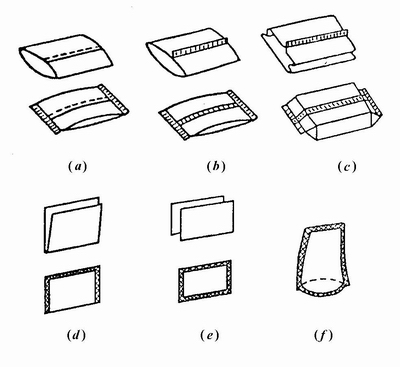
图2-9-23 制袋充填包装机生产的袋型
制袋充填包装的工序安排合理,因此,省材料、省能源、省劳力,而且生产率高,生产成本也较低,但缺点是制袋上的缺陷不能在充填之前发现而剔除,只能在完成包装之后进行检验,将造成一定浪费。
二、大袋装袋方法
装袋方法与包装的物料所用袋子类型以及制袋方法有关。大袋与小袋不同。给袋充填与制袋充填不同。
(一)手工操作
由人工取袋、开袋、把袋套在放料斗下,或充填管上,充填完毕将袋称至缝合机或粘合机处封口。
(二)半自动操作
在手工操作的基础上,附加一些辅助装置就成为半自动操作,如人工取袋、开袋,把袋套在充填管上以后,可以在充填口上安装由气动或机械操作的自动袋子夹持器,装满后松开,由输送带将运至封口工位,用机器封口。
(三)全自动操作
袋子从贮袋斗中取出,打开并夹住,送往充填工位,定位充填,充填后送至封口工位封口,整个过程完全由机械操作自动进行。
装袋方法的主要环节是充填,而充填方法与要充填的物料类型及流动性有关,阀门袋多用毛重称量法,开口袋用毛重称量和净重称量均可。
大袋的封合方法很多,其选用与袋子的型式和材料有关。阀门袋具有自折叠封合阀管,可用手工折叠后再封合,也可采用阀管闭合后再折叠封合。
开口袋多用缝袋机封口,一般是用手捏住袋口两角,直接通过缝袋机进行缝合。为了增加封口的强度,可在袋口加耐撕裂材料后,再缝合。此外,也可在制袋时,在袋口涂敷热熔性粘合剂,封口时在热封装置中加热,然后折叠加压封合。还有在生产线上采用涂胶加压的方式封口的。
缝合式封口方法既坚固又经济,适应性强。缝合式封口的线迹呈链形,抽线开口极为方便,封口速度也比粘结式高。但因有缝合针眼,防湿、防漏方面不如粘结式封口好。但目前限于技术水平,封合速度还落后于充填速度,在封口之前,往往要对袋口进行人工整形和折叠。封口速度比缝合式低。因此,大袋粘合封口方法未能广泛应用。
三、小袋装袋方法
(一)装预制袋和制袋充填式装袋方法
装预制袋和制袋充填式制袋方法不同,所用设备也各异。
1°装预制袋
从贮袋架上取出一个袋,打开袋口,充填物料,然后封口。一般在间歇迥转式多工位给袋充填包装机上完成。由于开袋口、充填和封口所需的时间较多,生产率低。充填固体物料约包半60袋/min,充填液体物料只能包装30~45袋/min。因为是间歇式运动,提高速度受到一定限制,且要求取袋准确,易于张开。因此,应用不广泛。
2°制袋-充填-封口式装袋
这种装袋方法的出现至今已近60年。近20年来,随着市场的变化,人们生活方式的需要以及软性包装材料和技术的进步,软性小袋包装需求量,越来越大。由于这种装袋方法工序安排合理,节省材料、能源和劳力,生产率高,生产成本低,因此,得到十分广泛的应用。但对包装材料有一定要求,多为塑料薄膜和具有一定强度的复合材料。
这种装袋方法由制袋充填包装要求完成。其包装方式有两种:一是先制袋,然后再分别开袋口,充填封口。另一种是制袋、充填和封口交替进行,连续完成。也称为连贯式。
图2-9-24所示为筒状薄膜制袋充填机示意图。其原理是立式与卧式相结合;直接式与迥转式相结合。因为每个袋口封两条横缝,所以机器简单,使用方便,特别适于包装小袋砂糖和精制盐等。
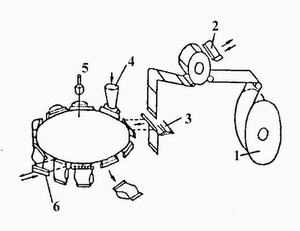
图2-9-24 筒状薄膜制袋充填包装机示意图
1—薄膜卷筒;2—底封器;3—切刀;4—充填料斗;5—整形器;6—顶封器。
返回目录页
|

