|
《包装设计制作工艺与检测技术标准实用手册》
第二篇 包装技术与工艺
第七章 防震包装技术
第四节 防震包装的设计方法
防震包装的设计有两方面的含义,一是指对新产品防震包装的设计;二是指对旧产品原包装进行改进设计。对于旧产品原包装进行包装改进设计之前,应当先考虑能否永久性改进产品,使其更加坚固,这样做比采用更保险的防震包装要经济。
一、防震包装的设计程序
这里叙述的设计程序是针对用防震缓冲垫(又称缓冲垫或防震垫)对整体产品进行防震包装的情况,设计程序分为五步:
(1)确定环境;
(2)确定产品的易损性;
(3)选择合适的防震缓冲垫;
(4)设计和制造原型包装;
(5)对原型包装进行试验和修正。
设计时一般只考虑冲击和振动因素,影响设计的因素还有压缩、湿度等,这些因素为修正因素,在包装初步定型后再进行一次修正。
二、确定环境
在第一节中已讲到产品所处的环境主要是冲击和振动。对于冲击来说,在整个运输过程中会多次遇到,而且大小程度不同,因此,就要选择用户所希望防护的最苛刻的跌落高度作为基准。
产品所受到的振动是非常复杂的,比较典型的有两种:—种是冲击后随之而来的减衰振动,这种振动的影响不会超过冲击影响,故一般不再单独考虑;另一种是持续不断的振动,这种振动的频率若和产品或产品中某些零部件的固有频率共振,就将给产品带来损害的可能。后一种振动影响的大小一般要从环境数据资料或所测加速度———频率曲线中考虑。不同运输方式,所形成的振动环境是不一样的,在普通运输环境中,所出现的振动频率一般为1~200Hz。振动环境确定后,要画出这种环境的加速度一频率曲线,作为设计时用。
三、确定产品的易损性
(一)确定产品的冲击损坏边界
冲击破坏的原因是因惯性力引起过大内应力。惯性力与加速度成正比,故冲击易损性可用可承受的最大加速度值来表示,即该产品能承受多少个重力加速度g。这里的“多少个”,即第一节所定义的允许加速度系数Gm。
当跌落的包装件冲击地面时,容器表面上的加速度最高可达几百个g。防震缓冲垫可以改变传到内装物的冲击脉冲,从而使最大加速度大大减小,冲击脉冲持续时间延长。设计的目标就是保证以防震缓冲垫传到内装物上的加速度值小于允许加速度值,即G<Gm。
表征产品抗冲击性能的方法源于冲击谱和损坏边界原理。用这些原理可描画如图2-7-4所示损坏边界曲线。
边界水平线所对应的纵坐标代表最小损坏冲击脉冲的峰值加速度,边界的垂直线所对应的横坐标代表导致损坏所需的最小速度。对任何产品都可确定一条损坏边界曲线。图中阴影区域的冲击脉冲都将使产品损坏,阴影之外区域的冲击脉冲都不会使产品损坏。该曲线图垂直线左边区域称低速度部分,这部分内即使有极高的加速度也不发生损坏。该区域内,速度变化很小,产品本身就起到了减振作用。曲线图中水平线下面区域内,即使速度变化很大,也不产生破坏,这是因为产生的力在产品强度极限范围之内。
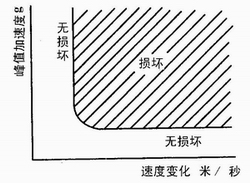
图2-7-4 典型的损坏边界曲线图
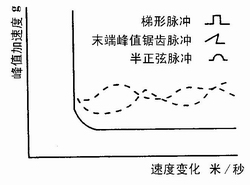
2-7-5 相同峰值加速度与相同变化脉冲的损坏边界
图2-7-5表示了速度变化边界(垂直边界线)与脉冲的波形无关。但是,对半正弦脉冲与锯齿脉冲,损坏边界曲线的加速度值与速度变化有关。应用这个损坏边界,需要精确预测跌落高度及外包装防震缓冲垫的恢复系数。然而,这种预测通常是不可能的,故一般应用梯形脉冲。用梯形脉冲产生的损坏边界包围着其他波形的损坏边界,故采用它是可靠的。
(二)进行易损性试验
进行易损性试验的目的是为了确定产品的损坏边界,一般在冲击试验机上进行。
将待试产品固定在冲击机的顶部,将冲击台提升到规定的跌落高度,然后松开,让其自由下落,冲击机器的底板。当产品从底板回弹后,由一制动机构使其立刻停止,这样,只产生一次冲击。冲击脉冲的类型可以由冲击程度装置来控制。控制梯形脉冲的程序装置是一种可使压力不发生变化的气压气缸,通过调节气缸中压缩气体的压力来控制梯形脉冲的G值,速度变化则由调节跌落高度来控制。
第一次跌落是在最低的高度上开始,落下后检查是否有损坏,然后增加跌落高度进行第二次跌落,再检查产品,依此重复直到出现损坏为止。记录下每次冲击时速度变化与峰值加速度,一旦发生损坏,就停止边界试验,因为产生损坏必需的最小速度及损坏边界曲线的速度变化部分已经确定了(见图2-7-6(a))。损坏边界线位于无损坏的最后一次跌落与引起损坏的第一次跌落之间。
为了继续确定加速度边界线,重新把一个新的试验样品固定到冲击台上,将跌落高度调到临界值的1.6倍之上,将程序装置的压缩气体压力调低,让其产生一个较低的g值冲击。然后依次提高压力、依次检查产品是否损坏,这样就可能在相同的跌落高度而不同的g片值下冲击,直到出现损坏为止。用这个g值就可确定损坏边界曲线水平线的高度。该线位于无损坏的最后一次跌落与引起损坏的第一次跌落之间。
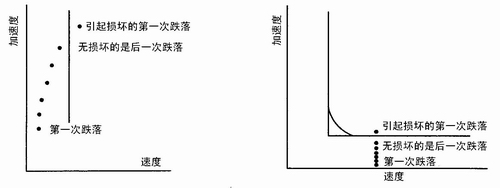
图2-7-6
(a)速度损坏边界的形成;(b)损坏边界线的形成
把垂直线(速度边界线)与水平线(加速度边界线)连接起来就可以画出损坏边界曲线。两条直线相交的角实际上是圆角而不是直角。在大多数情况下用直角就行了,在特殊情况下要通过附加试验来确定角的形状。图2-7-6(b)所示为用上述方法画出的典型的损坏边界曲线。从曲线图可看出两点:
(1)若产品经受的速度低于临界速度,则不需要缓冲防震;
(2)若产品将要经受的速度高于临界速度,则应设计防震缓冲垫,使其传输的加速度低于临界加速度值。
在产品可能以任意一边跌落的大多数情况下,应分别在三个坐标轴进行试验,确定出六个损坏边界。
(三)确定产品的临界共振频率
一般认为,稳态振动环境是属于幅度很低的加速度,由于是非共振惯性载荷,所以不会产生破坏作用。当一种产品的某些零部件具备可为环境激发的固有频率时,就具有了发生损坏的可能性。如果产生的共振充分、长久,零部件的加速度和位移就可能增强到破坏的程度。
产品或零部件对输入振动的响应,可用与图2-7-8所示的曲线来表示。
由图2-7-8可知,在频率极低时,响应加速度与输入加速度相同。当频率极高时,响应加速度比输入加速度小得多。在中间范围,响应加速度可能是输入值的许多倍,这是最可能发生损坏的频率范围。
产品和零部件的共振频率是靠试验确定的。共振试验在振动试验机上进行。试验机由振动台和加振装置组成,振动可以是上下方向或上下和水平两方向。振动波形一般采取正弦波,最大加速度可达1g以上,频率可以连续变化,一般在2~10Hz的范围。将待试产品固定在振动台上,按照所选定的加速度———频率曲线使其经受上下方向振动。改变频率,观察产品是否发生共振。一般需在三个坐标轴上分别试验,记录下三组临界频率。
返回目录页
|

