|
《包装设计制作工艺与检测技术标准实用手册》
第二篇 包装技术与工艺
第四章 无菌包装技术与工艺
第三节 包装材料与容器的灭菌技术
一、纸、薄膜、复合膜等包装材料的灭菌技术
(一)紫外线灭菌
紫外线穿透能力较差,只用于纸、膜等的表面灭菌,其灭菌效果与紫外线的波长、照射度以及照射时间有关,波长在250~260nm左右,灭菌效果为最好。
微生物的灭菌效果与紫外线照射度、照射时间的关系可用如下公式表示:
S=P/P0=e-E·t/Q (2-4-1)
式中:S为细菌的存活菌率;
P为紫外线照射后细菌的存活数;
P0为紫外线照射前的细菌数;
E为有效辐射照度;
t为照射时间;
Q为把S假设为1/e=36.8%时所必须的照射线量(有效放射度×照射时间)。
紫外线的杀菌机理主要是由于紫外线照射后微生物细胞内的核酸产生化学变化,引起新陈代谢障碍,因而失去增殖能力。
例如,枯草芽孢,在104个/100cm2初菌数以下时,芽孢的存活数随紫外线照射时间的延长而直线下降。当枯草菌芽孢的初菌数在104个/100cm2以上时,紫外线照射时间增加3、5、10s,芽孢存活数也不会有多大减少,这种现象称为拖尾现象。造成这种现象的重要因素是细菌群相互间的阴影效果。因此对包装容器(或包装材料)进行紫外线灭菌,灭菌前的预处理是很重要的。因初菌数多少直接影响灭菌效果。如管理严格,包装容器(或包装材料)初菌数少,灭菌的安全率就高,并能缓和灭菌条件。
紫外线杀菌的效果,除了受照射距离、照射时间的影响,还与物体表面所受的有效照射度的大小有关。高性能紫外线杀菌装置的照度受紫外线灯管的老化、灯泡及反射面的油垢、手垢、烟、灰尘等污染的影响而降低。
紫外线杀菌作为无菌包装或清洁包装材料是较为有效的灭菌方法,它具有不残留药剂、安全性高、使用方法简便等优点,但有设备昂贵、寿命短、灭菌的成本高,灭菌不够彻底等缺点。
(二)环氧乙烷
杀孢子能力可达99.5%,但由于使用起来技术复杂,消毒时间长,且环氧乙烷有强烈的刺激性气味,主要用于医疗器械的灭菌包装。
(三)有效氯
浓度为4000mg/l有效氯的次氯酸钠水溶液,pH值为4.5,即使不加热进行杀菌,无菌率也可达99.92%。同时配合加热(85℃)进行灭菌,无菌率达99.92%,据报导,如以含氯3600mg/l、pH4.5的次氯酸钠并水溶液加热到175℃对纸进行灭菌处理,可以达到99.99%的无菌率(无残存微生物)。但氯对金属材料的强腐蚀性,使这种方法在技术上受到限制。
(四)双氧水
采用双氧水或双氧水+低温热处理,两者的效果都不是太明显。例如浓度22%双氧水在85℃处理只能得到97%的无菌率。不过125℃的温度和15%双氧水相结合,可得到高达99.7%的无菌率。因此,采用双氧水与高温结合的工艺已成为现代无菌包装的重要手段。
(五)紫外线和低浓度双氧水结合杀菌法
紫外线或双氧水作为食品工艺杀菌手段或杀菌剂,世界各国早已采用。不过以往单独使用,弊病不少,效果不大。例如,双氧水液很难喷雾于开口的空盒内,尤其在高温下操作更不易施行,且残留的H2O2易形成潜在危害。单独使用紫外线也一样,不旦杀菌效率低,还会受尘埃遮蔽的影响。如果两者结合使用,则会产生惊人的效果,尤其是使用低浓度双氧水液(<1%),加上高强度的紫外线,只须在常温下施行,就能产生立即生效的杀菌力,比两者单独使用(即使在高温下用高浓度的双氧水液),效果要大上百倍(图2-4-1)。紫外线和即使浓度低到0.1%的双氧水结合使用,也有相当大的杀菌效率。此法由英国食品制造研究所发明,前后历时三年,现已取得专利权,这一发明,解决了过去用双氧水进行消毒灭菌产生的许多麻烦问题,诸如费用、高温、时间长等。
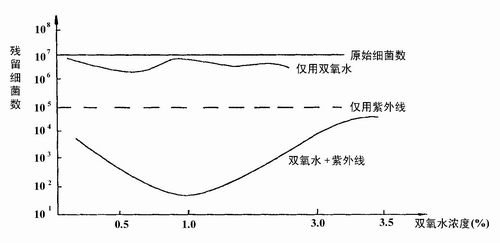
图2-4-1 紫外线和双氧水相结合杀菌方法的杀菌效果
二、包装容器的灭菌技术
(一)红外线辐射灭菌
由清洗机出来的包装容器经传送带连续送入灭菌通道的干燥和加热段。在这里,有高强度的均匀的红外线辐射,并在无菌和无污染物的气氛中保持到所需要的杀菌时间,用传感器测量红外辐射和加热室的温度。经灭菌后,容器移到冷却区,在这里冷却到38℃。在通道口,有紫外线装置,防止任何细菌在这里生存。辐射热通道采用两组控制条件,即温度/停留时间分别为28℃/20min和320℃/2min。
(二)层流通道灭菌
将欲灭菌的容器用传送带连续送入灭菌通道内。用杀过菌并经过滤的空气全面处理。这里不会出现灰尘污染。灭菌段由带内过滤器的闭合空间构成,350℃的热空气在这里循环。这种系统能改变传统的灭菌温度-时间关系。即能显著地降低灭菌温度和节约能源。
(三)在高压釜中蒸汽灭菌
用高压釜进行蒸汽加热灭菌是较为常用的灭菌方法,灭菌多在115到138℃范围内进行。因为微生物耐湿热的能力比耐干热更差,因而湿热灭菌效果优于干热灭菌。除玻璃制品外,有些耐湿热的包装材料也可使用此法灭菌。
返回目录页
|

