|
《包装设计制作工艺与检测技术标准实用手册》
第二篇 包装技术与工艺
第十二章 辅助包装技术
第三节 封缄技术
(四)粘合方法
1.冷胶粘合
冷胶为溶液型或乳液(胶)型。溶液型中多数为水溶性,有淀粉基和蛋白基的,如糊精、酪素、骨胶等。以纸制品粘合应用最多,其优点是不需要加热,节省能源,耐热性好,价格便宜。缺点是固化时间长,易霉腐,不能适应高速包装机的要求和卫生条件。广泛用于手工操作的普通包装场合。化学溶剂的冷胶虽然粘合速度快,但多有挥发物质,易燃或有毒性,适合粘合疏水性材料,因此,用途受到限制。乳液型粘合剂是具有粘合作用的热塑性树脂,在水中被分散乳化,待水分挥发或被吸收后固化的物质。其特点是,粘合力强,能得到可靠的和长期稳定的粘结效果,操作简便,具有足够的耐水、耐油性,比水溶性粘合剂固化快。常用的有醋酸乙烯乳胶。乳胶型粘合剂是具有粘合作用的天然橡胶和合成橡胶的分散物。多用于纸箱、纸袋和包裹产品的封合。
冷胶的粘合过程大部分用手工操作,用毛刷或喷枪涂胶,粘合后短时间需加压,然后自然干燥而固化;半自动化粘合以封箱为例,其过程如下:由人工将纸箱的大折页打开,放到输送带上,送入封箱机,涂胶器即将胶水同时喷涂到箱子上下折页上,然后折页器将大折页压下,完成封箱过程,在纸箱送出前还要通过上下加压,使胶水凝固。生产能力为9~15箱/min;全自动封箱过程,从纸箱输入到完成均为机械操作,生产能力为20~25箱/min。
2.热熔胶粘合
热熔胶粘合是用一种热熔胶加热后溶化,涂敷于被粘合表面,经冷却固化而粘合。热熔胶是一种不含水分的固体粘合剂。在一定温度下呈流体状,经涂敷器涂敷到被粘合表面上,再压合使之散热,冷却而固化,完成粘合作用。
在包装作业中,常用的热熔胶是以乙烯—醋酸乙烯共聚物为基础,与低分子量树脂和腊组成的。
(1)热熔胶的特点
a.粘合速度快,这是热熔胶的突出特点。冷却后即完成了粘合作用。加压时间很短就可得到很好的粘合效果。所需粘合时间只有2~3s,在很多粘合剂中,是粘合速度最快的一种,适用于自动化和高速化的封缄工艺。
b.无溶剂。不含水分及溶剂等,完全为固体成分,因而不存在因有机溶剂引起的中毒或火灾危险,也不需要蒸发水分和溶剂的设备、热源和时间。
c.经济效益高。虽然单位重量的价格比其它胶高一些,但由于完全是固体成分,用胶量减少,生产效率高,设备占地面积少,操作费用低,所以综合衡量仍是经济的。
d.无毒。适合食品工业的要求。
e.需要使用涂敷机。因为作业时需加热至120~200℃,操作要迅速,手工操作难以满足要求,而且容易烫伤,所以必需有涂敷设备。
f.作业时易受环境温度的影响。胶加热后,必需达到一定的流动性和湿润性,才符合涂敷胶和粘合的要求。因此,车间温度、胶和被粘合表面的温度对粘合质量有直接影响。
g.耐热性差。多数热熔胶在60℃以上,其粘合强度显著下降,少数耐热的热熔胶,也只能在70℃以下保证强度。因此,耐热性差是热熔胶的主要缺点。
(2)热熔胶粘合的工艺要求
a.熔化后的粘度要适当。熔化粘度与加热温度正反比,粘度低一些流动性好,有利于涂敷,但会增加粘合时间。粘度过高,将产生拉丝现象,不易涂匀。在实际操作中,为了兼顾各项要求,往往使用较高的熔化温度。
b.控制发泡、冒烟和气味。尽量减少发泡以免引起操作故障。冒烟和气味不可能完全消除,故车间必须通风换气。
c.严格掌握温度。热熔胶使用过程中,温度是重要因素。温度低,流动性差,湿润性不好,粘合力不够,并会出现剥落现象。温度过高,会加剧胶的受热老化,降低原有性能。
d.进行充分加压。在粘合过程中,加压要均匀而充分,是保证粘合质量的主要条件。
e.涂敷量要适当。可根据季节,粘合稳定性等因素来掌握。
(3)常用的热熔胶涂敷方法
a.用涂胶滚轮。如图2-12-1所示,输胶管1将加热熔化的胶液送至贮胶盒2。贮胶盒与涂胶滚轮3紧密接触,当滚轮转动时,胶液即粘附于其上。输送带4将瓦楞纸箱送至涂胶位置,待涂胶的折页与涂胶滚轮接触而涂胶。涂胶后封箱加压,冷却后就完成了粘合。
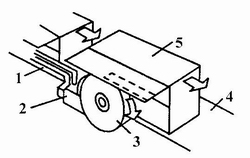
图2-12-1 滚轮涂胶法
1—轮胶管;2—贮胶盒;3—涂胶滚轮;4—输送带;5—瓦楞纸箱
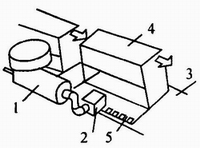
图2-12-2 喷嘴涂胶法
1—贮胶筒;2—涂胶喷嘴;3—传送带;4—瓦楞纸箱;5—已涂胶部分
b.喷嘴涂胶法。见图2-12-2,瓦楞纸箱4由输送带3送至涂胶位置。热熔后的胶液置于贮胶筒1内,涂胶喷嘴2与贮胶筒连接,当纸箱经过喷嘴下方时,涂胶开始,熔化的胶液靠压力从嘴喷出。完成涂胶过程,然后进行封箱、加压和冷却过程。由于喷嘴与被涂敷件不接触,而且胶液在压力下喷出,因此,速度快,涂敷均匀,是各种涂敷方法中应用最广泛的一种。
c.平板涂胶法。见图2-12-3,加热熔化的胶液盛于贮胶盘1中,被涂敷件3(如纸盒坯)的涂敷表面向下放置于涂胶平板2上,涂胶平板上下运动,下降时携带纸盒坯在贮胶盘内涂胶,上升后即完成涂胶。其余过程同前。涂胶平板上按照被涂敷件需要涂胶的部分刻出空槽。这样可以一次涂敷全部要涂胶的表面,从而提高效率。这种方法多用于纸盒的粘合。
3.胶带粘合
将粘合剂预先涂敷于带状基材上制成胶带。然后用胶带进行粘合。按基材上涂敷的粘合剂种类不同,胶带分为胶质带和胶粘带两类。
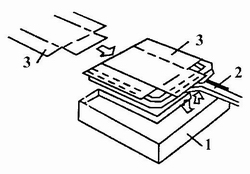
图2-12-3 平板涂胶法
1—贮胶盘;2—涂胶平板;3—纸盒坯片
(1)胶质带:多以牛皮纸为基材涂以植物冷胶,使用时用水浸湿,进行粘合,自然干燥或加热干燥后完成粘合过程。用胶质带作为包装件的封缄材料,如封盒、封箱等有防尘、防潮、进行美术印刷以及封印等优点,多用于食品包装。
(2)胶粘带:也称压敏胶带,是在基材上涂以橡胶或树脂为主要成分的粘合剂。使用时不需要加热或用水湿润,只要贴上去压一压短时间内即可达到满意的粘合效果。这是当前包装用得最多的胶带。
胶粘带与胶质带比较有如下优点:
a.成卷供应,可连续使用,剥离容易,粘合剂不残留于带的背面,同时也不粘手,操作方便。
b.在常温下,贴于需要粘合处,压一压即可。不用通过水湿润、加溶剂和加热等手段。
c.粘合后的胶带,一般慢慢揭下还可再用。
d.可选择不同的基材,制成适合各种用途的胶带。
e.几乎任何材料都可粘合。对塑料的粘合效果特别好。
常用胶粘带介绍:
(1)牛皮纸胶粘带:这是最便宜、最常用的一种。在瓦楞纸箱封缄中,使用量占四分之三,强度稍差,对沉重物品或长距离运输包装不太适合。因胶带背面有防粘硅膜涂层,多层箱堆垛时,容易滑落。
(2)布基粘胶带:抗拉强度和耐冲击强度均好,柔软而有弹性,粘合剂涂层较厚,对胶合板之类的粗糙表面也能很好粘合。最适合沉重物品及出口商品的封缄。一般是用人造纤维织物作基材,价格比牛皮纸胶带贵。
(3)聚丙烯胶粘带:与布基胶带相比抗拉强度差一些,但耐冲击强度与布基胶带相近,胶膜厚度为40~60μm不等,可根据瓦楞纸箱的重量选用。一般情况下,纸箱内装物品为20kg以下时,应采用牛皮纸胶带,20~30kg时用聚丙烯胶带,30kg以上时,应选用布基胶带。
胶粘带使用方便,今后将成为外包装的主要封缄材料。特别是在自动包装机上应用,对节省劳力,提高经济效益,将起更大的作用。
返回目录页
|

