|
《包装设计制作工艺与检测技术标准实用手册》
第二篇 包装技术与工艺
第十一章 热收缩包装与拉伸包装技术
第二节 拉伸包装技术
2.半自动操作
将包装工作中的一部分工序机械化或自动化,可节省劳力,提高生产率。包装形态主要是带浅盘的包装。被机械化的部分,根据厂家和用户不同而异。但包装的重要环节是卷包和拉伸,要使这些工序机械化,则机器的构造复杂,价格也较高,而通用性却有所削弱。虽然能节省一部分劳力,产量有所提高,但从总体考虑不一定合算。如果仅将供给、输出和热封部分自动化,包装速度不会提高多少。所以,并自动操作使用较少。
3.全自动操作
手工操作,工人劳动强度大,单一而频繁的动作,容易引起腰、肩和肘部疲劳,以至于损伤;加上生产成本高,生产效率低,为此全自动操作方式急速地发展,现有的拉伸包装机中所采用的包装方法大体可分为两种:
上推式操作法:这是现在拉伸包装用于销售方面的主要包装方法。其操作过程见图2-11-9。
将产品放于浅盘内,由供给装置推至供给传送带上运到上推部位(浅盘的长边与前进方向垂直)。同时将预先按需要长度切断的薄膜,送到上推部上方。用夹子把薄膜四边夹住,把被包装物放于推杆顶部,上推部分上升。由于上推部分上升并顶着薄膜,薄膜被拉伸,然后松开左、右和后边的薄膜夹子,同时将这三边的薄膜向浅盘下面折进去。接着启动带有软泡沫塑料的输出传送带,将浅盘向前推移,前边的薄膜得到拉伸,与此同时,松开前面的薄膜夹子,把薄膜向浅盘下面折进去,随后将包装件送至热封板上,最后进行封合。
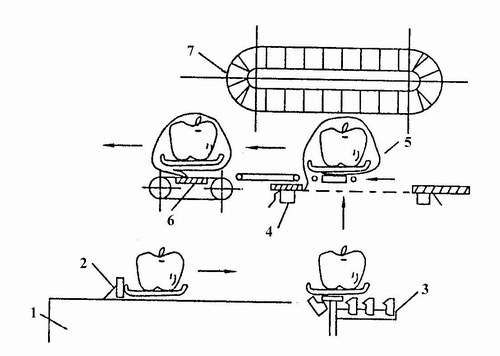
图2-11-9 拉伸包装上推式操作过程
1—供给输送台;2—供给装置;3—上推装置;4—薄膜夹子;5—薄膜;6—热封板;7—输出装置
连续直线式操作法:这是自动拉伸包装最早出现的形式。因为包装较高产品时不够稳定,在使用上受到一定限制。其操作过程如图2-11-10所示。
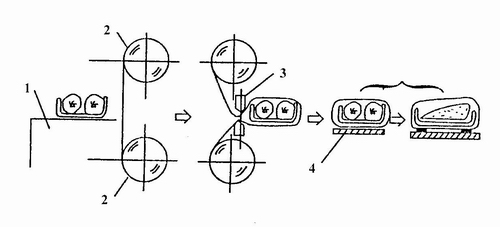
图2-11-10 拉伸包装连续直线式操作过程(一)
1—供给输送台;2—薄膜卷筒;3—封切刀;4—热封板
由供给装置将放在浅盘内的产品送至薄膜前(浅盘长边方向与前进方向垂直)。当前一个包装件的后部封切时,同时将两个卷筒的薄膜封合,被包装物送至此处,继续向前推移时,使薄膜拉伸。当被包装物全部被覆盖,用封切刀将后部垫封并切断。然后,将薄膜的左右两端拉伸,并向浅盘底面折进去。最后送至热封板上封合。连续直线式操作法还有一种操作方式,见图2-11-11。
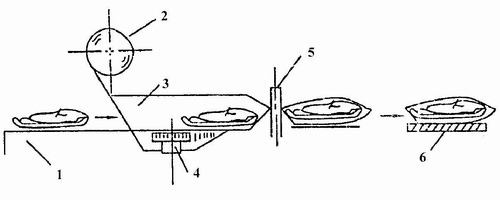
图2-11-11 拉伸包装连续直线式操作过程(二)
1—供给输送台;2—薄膜卷筒;3—制袋器;4—热封辊;5—封切刀;6—热封板
由供给装置将放在浅盘内的产品沿水平方向推进,同时将薄膜的两侧向下折,用热封辊将两侧薄膜压紧热封,形成一条纵缝,此时薄膜形成圆筒状,将包装物裹于其中(浅盘的长边方向与前进方向一致)。一边封纵缝,一边向前进。到达封切刀处时,包装件的后部被热封切断,同时又形成了下一个包装件的前部薄膜横封缝。然后,将薄膜的前后两端,经拉伸后折向浅盘底面,送至热封板上封合。
返回目录页
|

