|
《包装设计制作工艺与检测技术标准实用手册》
第二篇 包装技术与工艺
第十章 热成型包装技术
第一节 泡罩包装技术
四、泡罩包装机的选用
泡罩包装根据自动化程度、成型方法、封接方法等的不同,可分为很多种机型。因此要选择适当的机型,必须首先了解泡罩包装机的主要工作装置的区别及其对工艺的适应性。
(一)加热部分选择
加热部分是利用一定的加热装置对塑料薄膜加热使之达到成型加工所需要的热融软化状态。按热源不同,常用的加热方式有热气流加热和热辐射加热。热气流加热系用高温热气流直接喷射到被加热材料表面,这种方式加热效率不高,且不够均匀;热辐射加热是用加热器产生的辐射热来加热材料的,其辐射能来自光谱的红外线段电磁波,塑料材料对一些远红外线波长的波有强烈的吸收作用,加热效率高,所以热成型包装机大都采用远红外加热装置。如果按加热器与材料接触的方式来分,加热部分有直接加热和间接加热两种方式,直接加热是使薄片与加热器接触而加热,加热速度快,但不均匀,只适合加热较薄材料;间接加热是利用辐射热,靠近薄片加热,加热透彻而均匀,但速度较慢,对厚薄材料均适用。
(二)成型部分选择
成型部分可分为压塑成型与吸塑成型两种方法。压缩成型是用压缩空气或机械方式将软化的薄片压向模具而成型,采用平板型,一般为间歇式传送,也可用连续式传送,成型质量好,对深浅泡罩和空穴均能适应;吸塑成型是负压成型,是用抽真空的方式使软化薄片紧贴在模具上而成型,多用于连续传送的滚筒型,因真空所产生的吸力有限,加上成型后泡罩脱离滚筒的角度受到限制,故只适合较浅的泡罩和较薄的材料。
(三)封合部分选择
封合部分有平板式和滚筒式两种,平板式多用于间歇传送;滚筒式多用于连续传送。
(四)机械的自动化程度的选择
按自动化程度分:有半自动化,自动化单机和全自动化生产线类。
(1)半自动化包装机———多为卧式间歇操作,手工充填为主,生产率较低,用于包装单件、颗粒等商品。改换品种,更换模具快,适合多品种小批量生产。
(2)自动化单机———也是卧式为主,间歇与连续操作均有,生产率中等,有一定的通用性。既适合多品种小批量生产,也适合单一品种中批量生产。
(3)全自动包装生产线———有卧式和立式两种,以药品(药片、胶囊和栓剂等)专用包装为主。国外称为PTP(PressThroughPack)包装,国内译为压穿式包装。PTP采用多列式结构,生产率高,可以从1000片/min至5000片/min,最新机型高达9000片/min。PTP包装质量好,有检测装置和废品剔除机械,并可将加印,分送折叠使用说明单和装盒均连接于生产线内PTP是药品包装功能齐全,有代表性的包装线。
图2-10-3所示为一种连续式滚筒型PTP自动包装生产线的示意图。此生产线采用间接加热,滚筒型成型,滚筒式热封,连续式传送。
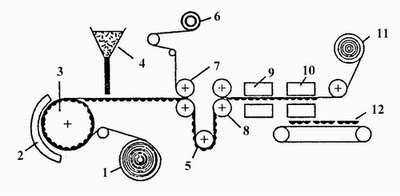
图2-10-3 连续式PTP自动化包装生产线示意图
1—成型用塑料片材;2—加热器;3—成型滚筒;4—充填装置;5—调节辊;6—覆盖用片材;7—热封辊;8—传送辊;9—打孔压花装置;10—冲切装置;11—边角料卷筒;12—包装件
图2-10-4所示为一种间歇式平板型PTP自动包装生产线示意图。此生产线采用间接加热,平板成型,滚筒式热封,间歇式传送。
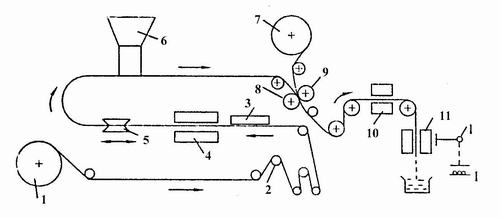
图2-10-4 间歇式PTP自动包装生产线示意图
1—塑料片材卷筒;2—调节辊;3—加热器;4—成型器;5—输送器;6—充填装置;7—复盖用材料卷筒;8—输送器;9—热封辊;10—打孔压花装置;11—冲切装置;12—吸头;13—包装件
返回目录页
|

