《质量、环境、职业健康安全一体化管理体系典型案例》
主讲/辛巧娟

程序文件(17)——生产和服务提供控制程序
1 目的
为保证满足顾客的需要并使产品实现符合环境和职业健康安全要求,对生产和服务提供所有活动进行控制。
2 适用范围
适用于本公司对产品生产和服务提供过程的控制。
3 职责
3.1 生产计划部负责归口本程序的控制。
3.2 各管理部门按职责分工对生产和服务提供活动提供支持。
3.3 各车间负责相应的产品生产和服务提供。
3.4 生产副总经理监督、指导本程序的实施。
4 工作程序
4.1 生产和服务提供的控制
策划并在受控条件下进行生产和服务提供。受控条件应包括如本程序《附录A生产和服务提供流程》所示的内容。
4.2 获得产品特性的信息
4.2.1 产品特性的信息来源千产品实现策划的输出(见《综合管理手册》7.1)、按《设计和开发控制程序》给出的“设计和开发输出”、按《与顾客有关的过程控制程序》给出的“与产品有关要求的评审”结果等。
4.2.2 技术开发部完成相应的设计和工艺准备工作,输出指导生产和服务提供必需的图样、产品标准、工艺文件、作业指导书、验收准则、各类明细表等文件资料。
4.2.3 各管理部门按《文件控制程序》的规定,向相关车间提供关千生产和服务提供中的文件和记录表格。
4.3 生产计划编制和生产准备
4.3.1 生产计划的编制:
(1) 生产计划部根据市场情况分析、接收的合同(订单)和库存情况,按《生产计划管理规定》编制《年度生产计划》、《月度生产计划》,并下达到各相关部门。
(2) 《月度生产计划》需明确各部门的具体任务,各部门使用的相关技术文件向技术开发部领取。
(3) 在生产计划执行过程中,生产计划部可按实际情况对其进行变更,生产计划变更后应及时通知相关部门。
4.3.2 根据生产计划进行生产准备:
(1) 物资供应部按照《采购控制程序》的规定,实施原材料、标准件和配套件的采购。
(2) 设备保障部按照《设施和设备管理程序》的规定,保证生产设施、设备和工艺装备处于正常工作状态。
(3) 综合管理部按照《监视和测橇设备控制程序》的规定,保证监视和测量设备处于正常工作状态,并按照《产品的监视和测量控制程序》的规定进行进货检验或试验。
(4) 设备保障部协同车间按照《工作环境管理程序》的规定,确定并提供适宜的工作环境,确保各作业区域环境整洁,有适当的安全标识,通道畅通,对各类物品实施定置管理。
(5) 人力资源部协同车间按照《人力资源控制程序》的规定,对生产操作人员进行相关培训,使其掌握岗位需求的技能,并强化其意识。
(6) 各车间的准备:
①新产品投产时,应对与产品生产相关的人员、生产设备(包括工艺装备)、检测设备、原材料(包括配套件)、文件(包括图样、工艺文件、作业指导书等)和记录表格进行逐一检查,以保障生产和服务活动的受控;
②老产品连续生产时,应结合日常检查发现的问题对涉及生产和服务活动的“人、机、料、法、环”等环节按照《纠正和预防措施控制程序》的规定进行持续改进。
4.4 生产过程控制
4.4.1 根据生产计划各车间进行相关的生产活动:
(1) 领取相关技术文件(如图样、工艺文件、作业指导书等) 。
(2) 填写“物资领用单“领用原材料、标准件、配套件或相关半成品。
(3) 使用随加工件流转的“随工单”并按《记录控制程序》的规定,记录各零部件的加工、装配流程。
(4) 对检验合格的半成品或成品,填写《物资入库单》,办理入库手续。
4.4.2 生产活动中应遴守工艺纪律,执行《工艺管理规定》,关键工序执行相关的工艺规程,如《焊接工艺规程》和《热处理工艺规程》等。
4.4.3 在生产过程中实施各项监控活动:
(1) 各车间负责人确保各项生产条件(人员、设备、量具、材料、作业方法、作业环境、作业安全等)的状态与相关规定一致,如出现问题应及时处理。
(2) 各班组长负责对本班组人员进行安全、文明生产教育,要求正确使用和操作设备等,防止野蛮作业。
(3) 综合管理部派出检验员按照《产品的监视和测量控制程序》和相关检验规程的规定进行各工序的专检,按照《不合格品控制程序》的规定对不合格品进行处置。
(4) 加强关键工序的控制:
①技术开发部确定的关键工序应在工艺文件中做出“关键工序”标识,并规定相应的控制要求。
②车间技术人员应对关键工序实施重点监督,指导作业人员按要求操作。
(5) 生产计划部将关键工序和特殊过程作为监控点,并对其进行工艺纪律检查,发现问题按照《纠正和预防措施控制程序》处理。
4.5 生产和服务过程的确认
4.5.1 当产品生产过程的输出不能由后续的测量或监控加以验证、或开展的验证活动不经济时,生产计划部应对这样的过程(或称特殊过程)进行确认。确认应证实过程实现所策划的结果的能力。本公司涉及的需要确认的生产和服务过程为压力容器焊接和滚动轴承零件渗碳热处理过程,热浸铝电锁为外包过程。
4.5.2 对需确认的过程的安排包括:
(1) 公司规定需确认过程的评审和批准准则:
①焊接过程的评审和批准准则为:《承压设备焊接工艺评定》、《压力容器焊接规程》、《承压设备产品焊接试件的力学性能检验》;
②热处理过程的评审和批准准则为:《滚动轴承零件渗碳热处理质量标准(含粗大碳化物、渗碳表面层猝回火组织、心部组织、网状碳化物评级图)》。
(2) 对设备的认可和人员资格的鉴定:
①通过初步试焊和试热处理,检验试验件的性能,分别对压力容器焊接和滚动轴承零件渗碳热处理使用的电焊机和热处理炉达到的能力进行认可;
②焊接人员通过专业机构的焊接人员培训,取得相应资格后上岗;热处理人员通过内部培训,经考核合格后上岗。
(3) 根据焊接工艺评定的结果编写《压力容器焊接工艺规范》,根据热处理试验评价结果编写《滚动轴承零件渗碳热处理工艺规范》,供操作人员使用。
(4) 编制焊接和热处理记录表格,操作人员按规定进行施工记录。
(5) 发生下列情况时,应对特殊过程进行再确认:
①焊接或热处理工序质量发生较大问题时;
②影响工序的因素发生变化时(如过程参数有重大变更,设备进行了大修等);
③连续工作三年以上时。
(6) 零件的热浸铝电锁外包过程,应要求外包方以《钢铁热浸铝工艺及质量检验》为准则进行过程确认。外包方为公司进行电锁的人员、设备和工艺规范需经公司综合管理部同意,交付时应附相关电锁作业记录。
4.6 标识和可追溯性控制
综合管理部负责标识、可追溯性和批次管理,各车间实施所需的具体控制工作。可行时,技术状态管理可作为保持标识和可追溯性的一种方法。
4.6.1 产品标识
(1) 为防止不同类型产品混淆,适当时在产品实现的全过程中进行产品标识,以避免误用类似产品。
(2) 使用适宜的方法进行产品标识的,如标签、标牌、色标、印章、记录(如《物料标识卡》、《出库单》、《随工单》、《成品合格证》)等,采购产品时可采用原标识。
4.6.2 状态标识
(1) 为防止不同状态产品的混淆,在产品实现的全过程中必须进行状态标识,以避免误用了不合格品。
(2) 一般检验状态有待检、合格、不合格、已检待定。
(3) 状态标识的方法应简便易行,如标牌、标记、标签、印章、区域、记录等。
(4) 对因生产急需来不及检验或检验结果未知而需要放行的产品,在《随工单》上需标识”紧急放行”。
4.6.3 可追溯性管理
(1) 当合同、法律法规要求、公司自身需要(如顾客因质量问题引起投诉的风险等)或质量控制要求(如可“追回“管理)时,应对产品实施可追溯性管理。
(2) 为实现产品和服务的可追溯性,可记录产品的唯一性标识。
(3) 本公司产品的追溯路径见下图l。
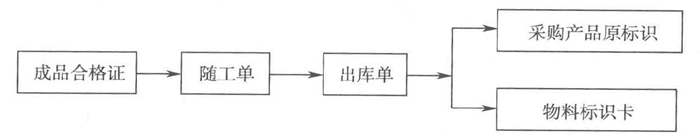
图1 产品的追溯路径
4.7 顾客财产控制
4.7.1 本公司的顾客财产为顾客提供的原材料或知识产权。
4.7.2 顾客财产的识别、验证、保护和维护:
(1) 物质供应部负责识别顾客财产并对其进行验收、记录和传递,本公司的验证不能免除顾客提供合格产品的责任。
(2) 相关车间负责顾客财产的使用、标识、保护和维护。
(3) 公司控制期间如发现顾客财产不合格,应及时反馈给顾客并协商处理。
4.7.3 对千顾客的知识产权,如产品规范、设计图样或样件等,应进行保密控制。对顾客提供的有关产品技术文件等,应按《文件控制程序》进行控制。
4.8 产品防护控制
4.8.1 对于产品从接收、内部加工、放行、直到交付到预期目的地的所有阶段,应防止产品污染、损坏和错认。
4.8.2 应针对顾客的要求及产品的符合性对其提供防护,应包括标识、搬运、包装、贮存和保护等。
4.8.3 防护标识控制
成品包装箱上应标注以下内容:
(1) 产品名称、生产厂名厂址、产品型号净重、批号和装箱日期等。
(2) 防潮、小心轻放等标志。
4.8.4 搬运控制
产品所在现场的负责人应根据产品的特点,使用适宜的工具并采用合理的方法进行搬运,应考虑:
(1) 不得破坏包装,防止跌落、损伤、污染。
(2) 搬运过程中注意保护好产品,以防止损坏。
4.8.5 包装控制
(1) 综合管理部负责确定产品包装材料和包装要求。
(2) 车间在包装过程中,应注意核对《成品合格证》、产品资料,保持产品外观清洁,并进行正确包装标识。
4.8.6 贮存控制
(1) 产品销售部应编制《仓库管理规定》,规范仓库管理,按规定码放,对有贮存期限要求的物品,保证先入先出。
(2) 仓库应配置适当的消防设备,通风设备,以保持安全适宜的贮存环境。
(3) 所有贮存物品应建立《仓库物资台账》,仓库应定期做好账务清理,保持账、物一致,仓库人员应常查看库存物品,发现异常及时通知相关部门处理。
4.8.7 保护控制
在生产和服务提供的全过程中采取相应的保护措施,防止产品的损坏、变质或误用,以确保交付给顾客的产品符合要求。如防潮、防水、防火等的保护控制。
4.9 放行、交付和交付后的活动
4.9.1 放行控制
在公司内部生产和服务过程中,前一道工序不符合规定要求不得转入下一道工序,除非经授权人批准。
4.9.2 交付控制
产品销售部应确保公司交付给顾客的产品符合如下规定:
(1) 符合合同要求和相关法律法规要求。
(2) 提供相关检验或试验结果以及故障排除情况等文件。
(3) 必要时,提供有关最终产品技术状态更改的执行情况。
(4) 按规定签署的产品合格证明文件。
4.9.3 售后服务
(1) 产品销售部负责产品的售后服务活动,售后服务活动应按合同或有关法规要求,对售后服务活动的实施、验证和报告做出规定,适用时包括:
①提供技术培训或咨询;
②委派技术人员到现场服务;
③提供相应的技术或资源(相关资料或备品备件)等。
(2) 按照《顾客和相关方满意评价程序》的规定进行其他服务活动。
5 相关文件
5.1《文件控制程序》
5.2《记录控制程序》
5.3《人力资源控制程序》
5.4《基础设施管理程序》
5.5《工作环境管理程序》
5.6《与顾客有关的过程控制程序》
5.7《设计和开发控制程序》
5.8《采购控制程序》
5.9《监视和测量设备控制程序》
5.10《顾客和相关方满意评价程序》
5.11《产品的监视和测量控制程序》
5.12《不合格品控制程序》
5.13《纠正和预防措施控制程序》
5.14 《牛产计划管理规定》
5.15《工艺管理规定》
5.16《焊接工艺规程》
5.17《热处理工艺规程》
5.18《仓库管理规定》
5.19《承压设备焊接工艺评定》
5.20《压力容器焊接规程》
5.21《承压设备产品焊接试件的力学性能检验》
5.22《滚动轴承零件渗碳热处理质量标准》
5.23《钢铁热浸铝工艺及质量检验》
6 记录表格和报告
6.1 《年度生产计划》(略)
6.2 《月度生产计划》(略)
6.3 《物资入库单》(略)
6.4 《物料标识卡》(略)
6.5 《出库单》(略)
6.6 《随工单》(略)
6.7 《成品合格证》(略)
6.8 《仓库物资台账》(略)
7 附录
附录A 生产和服务提供流程(略)
返回目录

