《钢桶制造技术》
杨文亮 辛巧娟 编著

第九章 桶身翻边压形工艺
第四节 波纹环筋滚压成形及设备
在桶身上加工波纹及环筋,是为了加强钢桶的机械强度,国内加工方法多以滚压方法成形。现在随着技术的发展和工艺的进步,出现了以胀形方式进行加工的设备(第十章详述)。但滚压加工方法也有其独特的优点,所以在我国制桶行业中应用还比较广泛。尤其应用于中小桶的加工,显得它适用范围极大,它有别于胀形加工的最大优点是滚压加工使材料的变形,在变形区内应力分布及为平缓,材料纤维流向的内聚力得了保护,所以变形区内材料的强度较大。
波纹环筋的滚压成形工艺是靠波纹机完成的。波纹机是在桶身上滚轧出波纹状加强筋的制桶专用设备。它属于特殊类专业机械,它的构造、性能、工作原理以及传动系统与前已详述的机械传动滚压成形翻边机类同。其成形方式也是滚压成形,但波纹机的动力传递是单一的,只将转动扭矩送至波纹滚轮轴。如图9-9是波纹机成形部分示意图。波纹机是利用摩擦力的作用使落在下波纹轮上的桶身在压力作用下与滚轮同步旋转,并使桶身在上、下波纹滚轮的作用下使其与滚轮接触的部位上产生局部的塑性变形。这种在桶身上辊轧波纹属局部成形,变形区材料受双向拉伸作用。
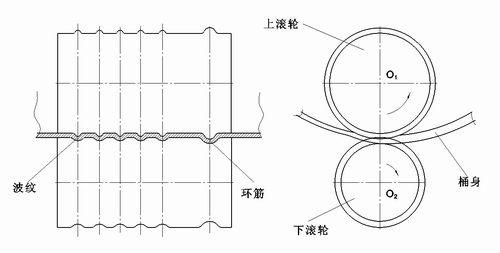
图9-9 桶身波纹、环筋滚压成形示意图
一、波纹机的工作原理
波纹机工作时由主运动(成形运动)和辅助运动(进给运动)组成,其成形运动也不是单一的运动。波纹机上、下滚轮相当于波纹状靠模,桶身上波纹的产生是利用仿形运动,因而波纹滚轮执行的成形功能是周向旋转、径向进给及仿形这些复杂运动的综合体现。其它运动过程与运动原理和翻边机类同,不再重复叙述。
二、工作过程
桶身由翻边机翻边成形结束后,被输送机构送入波纹机中心位置,此时离合器接合,上波纹滚轮在凸轮操纵下压入桶身;同时上波纹滚轮在主轴带动下转动,通过接触面的摩擦力而使桶身和上波纹滚被动地同向旋转(有的设备上滚轮也是主动的),进行波纹成形。成形完成后,上波纹滚抬起,输送机构将已完成波纹成形的桶身送入下一道工序。
三、波纹机传动系统
波纹机传动系统由连续回转运动和往复摆动组成。连续回转运动由带传动、齿轮传动和蜗轮蜗杆传动组成,往复摆动则由凸轮机构实现。
如图9-10是波纹机主传动系统示意图,由图可比较出波纹机与滚压翻边机的传动系统的异同处,两机的传动形式与传动构件基本相同。
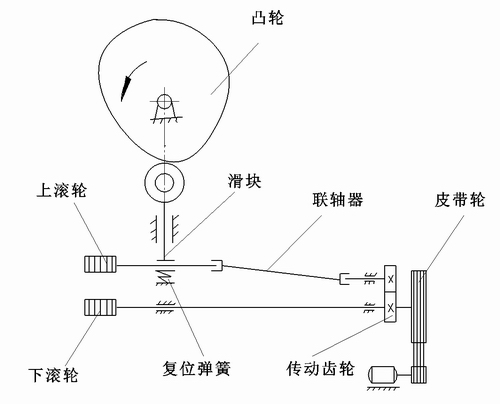
图9-10 波纹成形机传动系统简图
波纹成形机的工艺效果如何,一方面与上、下辊的模型曲线有关,另一方面与波纹机凸轮的工作过程关系很大。现在我们配合成形过程,说明一下凸轮的工作原理。
初始位置是凸轮处于最低点,滑块在最上位置,上下滚轮离开一定距离,便于输入桶身工件,输桶机构将桶身送入上下滚轮之间,通过定位装置定位,然后将信号反馈于凸轮执行机构,此时凸轮由最低点转向最高点,滑块下移,上滚下压,当上滚下压量满足工艺要求时,凸轮处于静止阶段(凸轮曲线为以轴为圆心的圆弧),滑块不动,上、下滚对桶身处于修整阶段。然后凸轮快速降回最低点,滑块在复位弹簧的作用下向上升,上、下滚离开。这时凸轮又处于最低点静止阶段,上滚轮保持最高位置,这是卸桶和上桶的时间。
在工作的整个时间里,上、下滚轮始终在运转,由于上滚需上下运动,故以万向联轴器连接,上下滚传动齿轮直径相等,转速相同。
凸轮的转动是由主轴的转动通过减速器的变速而得到的,一般凸轮转速为6~7转/分,主轴转速约为凸轮转速的100倍。
要使波纹机工作过程合理、紧凑,波纹、环筋成形高度足够,且均匀、圆滑,除了应具有设计合理的滚轮外,凸轮的设计也是非常重要的。国内有些企业采用气缸对上滚轮施加压力进行工作,效果不好,因为气缸的速度不易控制,压力也不稳定,故加工质量也不稳定。
双边滚压易实现自动化生产,现在有些设备将翻边、波纹放在一台设备上完成,都采用滚压成形的方法,效率较高。
四、滚压成形滚轮的设计要求
作为成形设备设计和使用的基本出发点,与变形力呈函数关系的滚轮直径被认为是速度和尺寸的基本因素。滚轮的驱动方式一般有上下等速驱动,变速驱动和下滚轮驱动等。
滚压过程中,因为桶身的内圈与外圈转动的线速度不同,为了在转动中使桶身与滚轮之间不产生滑动,上下滚轮直径应不同。即在桶内圈的滚轮应比桶外圈的滚轮小些,要根据具体计算确定,以使线速度相适应。即:

所以
 (9-5)
(9-5)
同理可得:
 (9-6)
(9-6)
式中:r1——上滚轮(桶内圈滚轮)半径,mm;r2——下滚轮(桶外圈滚轮)半径,mm;n1——上下滚轮转速,r/min;n——桶身转速,r/min;R1——桶内圈半径,mm;R2——桶外圈半径,mm。
上式中,r1、r2均为滚轮最小处半径,R1、R2均为桶身滚压成形后的最小半径处及最大半径处半径。
滚压成形中,滚轮设计是最重要的技术,但是,在设计时应把理论计算与实际相结合,进行综合设计。实际中主要应考虑以下因素:
(1)波纹、环筋等的形状:考虑所需形状的时候,首先避免滚压件断面形状出现太深的沟槽,对于弯曲半径,要考虑材质的弯曲性能,避免急剧过渡的圆角,死尖角成形是难以达到精度要求的。这些都是首要的基本条件。
(2)滚轮节圆直径:上下滚轮节圆直径应该一致,将滚轮节圆直径选在成形滚轮的什么位置是很重要的。从理论角度出发,最好是选在滚轮受力最大的点上,但是这一点随着滚轮的下压是变化的。一般情况下选在成形高度的中间。
(3)滚轮的间隙:在滚压成形中,板材不会出现变厚的现象,对于弯曲部分,由于材料变薄,因此就可以取最小间隙等于材料的厚度。由于除去滚轮节圆直径之外,原则上都要发生滑移,所以对于节圆直径以外的点,最好取比板厚大一些更为安全。
(4)防止回弹:为克服回弹,应采用过弯法,可将滚轮的成形部分作的深一些,使桶身产生过弯,当压力去掉后,即可回复为要求的形状。
(5)防止表面伤痕:滚轮的所有曲面应光滑,均匀过渡,不应使板料在槽中滑移时出现划伤。两滚的端部边缘,应做成斜坡倒角,以免在桶身转动时碰伤或压伤。
(6)滚轮材料:碳素工具钢、特殊工具钢等材料淬火至洛氏硬度RC60左右即可作为滚轮使用。大尺寸的滚轮可用特殊铸钢、镀铬滚轮和硬质青铜滚轮可以防止产生表面伤痕。
滚压成形速度一般情况下不应大于15~16m/min。
【返回目录】

