《钢桶制造技术》
杨文亮 辛巧娟 编著

第九章 桶身翻边压形工艺
第二节 翻边工艺方法及过程
一、模具翻边工艺
如图9-2所示为模具翻边工作部分示意图。这种翻边法目前大多采用液压传动,可以实现自动化生产。
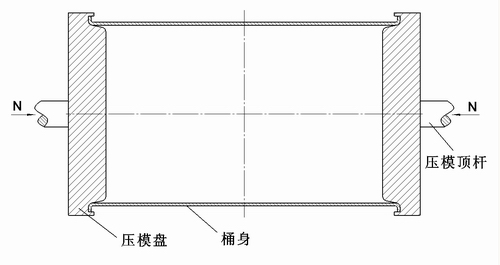
图9-2 模具翻边工艺示意图
模具翻边机的工作过程是这样的:
先由液压传动油缸(或气压传动气缸)拨桶机构将桶身拨入翻边机内初定位,然后压模顶杆在液压缸的作用下向中间移动,当压模头部进到桶两端时,由压盘的锥形斜面对桶身进行精定位,定好位压模进到中部使两盘将桶身夹紧,接着桶身边缘在液压力的作用下沿压模圆弧曲线面向外翻移,当翻边宽度达到工艺要求时,桶身翻出的边缘被压模外圈限位台阶顶死,模具内移受到较大的阻力。当压模受到阻力,即液压力达到设定压力时,电磁换向阀换向,液压缸返回,使压模从桶身内快速退出。拨桶装置立即将翻好边的桶身拨出翻边机。
模具翻边的主要优点是效率高,质量好,设备结构简单,体积小。
采用液压传动不仅使机构缩小,也使翻边获得了较大的作用力。更主要的是以压力的大小来调定桶身的翻边程度,使每个桶身(不论桶身的长度有何误差),翻边宽度总能保证。如果采用机械传动,由于传动位置只能调成定值,但桶身的长度总有一定公差,故不能得到满意的效果,可能出现翻边宽度不够或超过的缺陷。
模具翻边的缺点是翻边过渡圆弧不能太小,因为圆角太小不易成形,且翻边阻力大,压模圆弧部位易损坏。另外,翻边与桶身的夹角不易翻成直角边,一般情况下,翻边角度在90°~120°之间。
如图9-3所示为模具翻边机简化液压系统原理图。当翻边压力达到一定的调定压力时,压力继电器2PD动作,即电磁铁2DT动作,于是三位四通换向阀换向,使液压缸退回,退到原始位置时,又有行程继电器动作,带动拨桶机构拨桶,拨桶机构复位后又撞开拨桶行程开关动作,即使电磁铁1DT动作,换向阀换向,液压缸又进入工作状态。
以上为液压传动模具翻边机的工作原理简介,图9-3中绘出了主要工作回路。液压传动方式极易实现自动化生产。
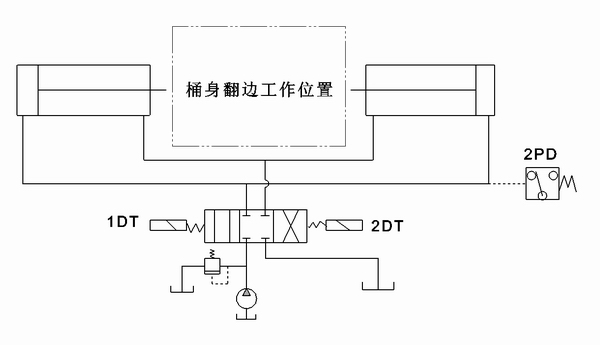
图9-3 模具翻边机简化液压原理图
二、滚压翻边工艺
如图9-4所示为通常滚压成形翻边机工作简图。如图示上下辊轮置于桶身上边,也有的翻边机是将上下辊轮置于桶身下边进行翻边的。
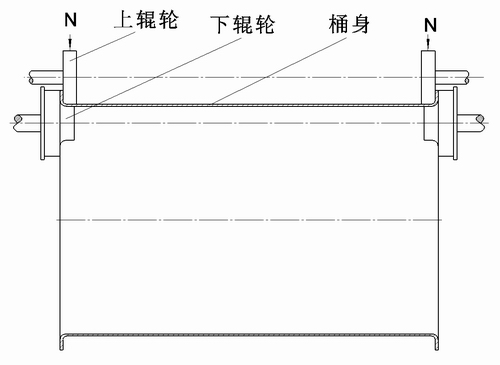
图9-4 桶身滚压翻边示意图
如图9-5所示为滚压翻边过程。a)是成型前桶身毛坯置于下辊轮第一个台阶上进行定位,为了使桶身不至于左右窜动而影响翻边精度,左右两下辊均有一限位台阶,使桶身正好夹于辊内。b)为工作阶段,上辊下压,与桶身接触,桶身即随上下辊一同旋转,在上辊下压进给的过程中,桶身随上辊同时下降,桶边在上下辊的间隙中向外翻转。c)滚压结束成形阶段,随着上辊的不断下降,桶身被压下到最低的辊轮台阶上,翻边基本成形完毕,翻边结束时,上辊升起。
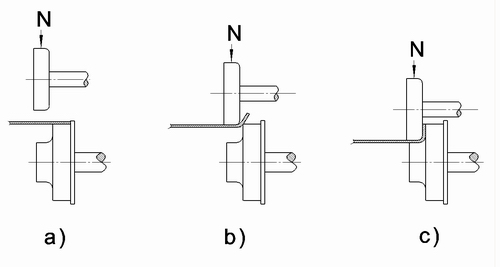
a)桶身定位;b)上辊下压;c)滚压成形
图9-5 桶身滚压翻边成形过程
一般大批量生产时,下辊应置于桶身下部内侧,上辊置于桶身下部外侧,便于实现自动化生产,可在桶身下边安置拨桶装置,随时把桶送上和卸下。
上辊下压动作,一般由凸轮滑块机构实现,也有用气缸工作的。但气缸动作不准确,难以实现速度的控制,所以国内多以凸轮机构为多。上辊下行动作应分为三个阶段,即下行阶段→停滞阶段→上行空载阶段。如图9-6为控制上辊下压的凸轮旋转一周工作过程图,现分析如下:
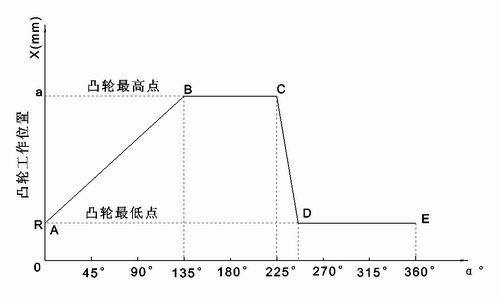
图9-6 滚压翻边工作过程分析
AB段为凸轮下压阶段,凸轮工作半径呈上升过程,此时凸轮从最低点转入最高点,上下辊逐渐压合,达到B点时,翻边已基本成形。
BC段为凸轮保持阶段,BC段在凸轮上是以转轴为圆心的圆弧。上下辊在翻边完成后进行保压整形,以消除翻边过程中出现的不良缺陷,并减小回弹力。
CD段为快速返回段,凸轮由最高点降至最低点,翻边过程完成。
DE段为停止部分,以便卸下翻边好的桶身,并放上待加工的桶身。
一般凸轮转速为5~8转/分,工作辊轮转速为200~500转/分。工作辊轮直径约为桶径的1/4,大批量生产的定型钢桶,可用两面翻边同时进行,为双头翻边,如国内200升钢桶多为双头翻边;小批量不定型的钢桶多采用单头翻边,即翻边机只有一对上下辊,如国内中小桶翻边机多为单头翻边机,其生产效率比双头翻边机低一倍多,较难实现自动化生产。
三、胀形翻边工艺
如图9-7所示为胀形翻边机工作过程简图。翻边机主要由定位盘、夹桶芯、胀形块等组成工作部分。其工作过程如下:
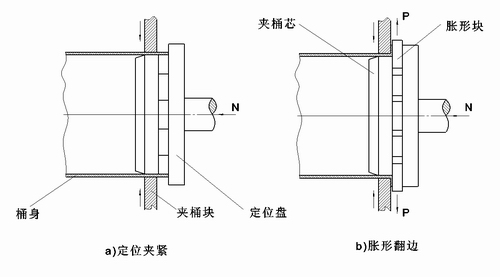
图9-7 胀形翻边工艺过程示意图
1.如图9-7a,将桶身置于翻边机内,两边定位盘向中间移动,将夹紧芯及胀形块推入桶内,当两端桶边与定位盘顶紧时,定位盘停止移动。此时夹桶块沿桶径向中心移动将桶身夹紧于夹桶芯与夹桶块中间。
2.如图9-7b,胀形块沿径向向外胀开,迫使桶边向外翻出。胀形块胀到最高点,翻边已基本完成,然后胀形块缩回,夹桶块松开,定位盘向两边移动退出桶身,翻好边的桶身由下部拨桶装置拨出。
胀形的动作是胀锥凸模用液压缸或气缸推动实现的,胀锥模分为多瓣,即胀形块(胀形原理将在第十章详细介绍)。
胀形翻边效率高,质量好,但设备较为复杂,体积也较大。目前此种工艺在国内多用在小桶或异形桶的翻边工序中,如小型方桶的桶身翻边,这种方法最为适合。
胀形翻边多采用液压传动的方式,机构较小,工作平稳,力量较大,效果极好。
四、偏心轮滚压翻边工艺
图9-8为偏心轮滚压翻边机的工作示意图,这种翻边机属液压传动卧式旋压成形翻边,桶身两端同时翻边成形,带有独立的电气驱动和液压操纵的对中装置,成形执行机构和对中定位机构分别可调。
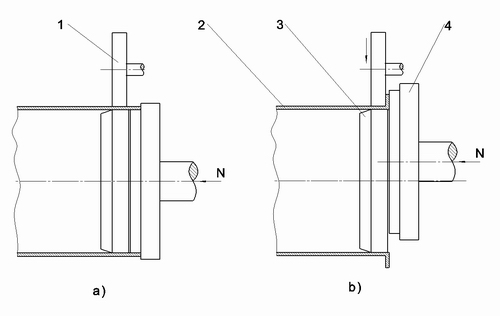
1—压轮;2—桶身;3——偏心活动盘;4—主轴大盘
图9-8 偏心轮滚压翻边示意图
偏心轮滚压翻边机的工作过程如下:
1.桶身由输送架送至翻边机后,底座液压缸活塞动作,带动主轴大盘轴向移动,使桶身定位在如图9-8a所示位置,此时压轮液压缸活塞动作带动压轮使其向下运动。
2.桶身两端同主轴在盘、定尺隔圈、偏心活动盘一起旋转,压轮继续下压。压轮接触桶身后,偏心活动盘在压轮压力下旋转,而偏心盘受到向下的压力后导致轴心下移,同时使桶身进入翻边成形状态,直至达到规定形状尺寸如图9-8b所示。
3.压轮行程到位后,反向往上移动,偏心活动盘在弹簧作用下,带着已完成翻边成形工序的桶身,其轴心上移复位。然后主轴大盘边同定尺隔圈、偏心活动盘一起退出桶身,桶身随即被送到下一工序。
【返回目录】

