《钢桶制造技术》
杨文亮 辛巧娟 编著

第九章 桶身翻边压形工艺
钢桶的桶身在经过缝焊后,还需要通过翻边、波纹成形工序,有些缩颈桶还需要进行缩口成形等。这些工序大多数属于回转滚压成形,也有采用模具挤压成形的。
桶身的翻边(也叫扳边),是为后道卷封装配做准备的工序过程,属于钢桶制造的中间工序。翻边质量的好坏,直接影响到钢桶的卷封质量,是很重要的一道工序。
桶身的波纹一般由回转滚压成形方法加工,桶身的环筋也有采用这种方法的,但大多数采用胀形工艺(将在下一章详细介绍),缩颈桶桶口一般也采用滚压成形,但效果最好还是采用旋压成形工艺。
波纹及环筋是为了加强钢桶的机械强度而设置的,是钢桶必须的结构。环筋的另一个作用还可以在钢桶滚动时,保护桶两端的卷边不被损坏,以免导致渗漏。
缩颈桶多为全开口桶,多以杠杆型封闭器进行封闭,如果封闭器的直径高于桶外径,在滚动时封闭器碰着地面而影响其密封;另外,在装运时,高出桶外径的封闭器使钢桶占用更大的空间不经济,所以,将桶口缩小。这样不仅实用,而且美观大方。
改革开放以前国内大部分工厂所用的桶身翻边成形设备还是本世纪40年代水平的专用制桶设备。翻边、波纹、涨筋机分别为三台独立的机器。采用开式机械传动,工艺规格单一。三机之间的协调控制和协作顺序由电气以及机械联合控制。生产节拍一般为6只/分。成形方式属旋压和挤压,旋压类型,即将桶身毛坯套在成形胎具上并压住,胎具和桶身毛坯及压力模均随主轴旋转,同时压力模迫使材料逐渐贴模,而获得所要求的桶身形状。挤压类型是将桶身套在胎具上由挤压模向外挤压面成形。
从80年代中期开始,部分工厂引进了美国、西德等较为先进的制桶设备。从此我国钢桶制造业,开始在引进设备基础上改进的钢桶生产线,并取代原有的陈旧设备。
当时引进国外的主要有两种设备,一是美国卡兰多机器制造厂的桶身生产设备,其为机械传动,也是单机分别工作。桶身长度、直径均可调,采用挤压成形工艺方法。另一种是西德小巴尔林公司的桶身成形设备,这是液压式桶身组合成形机械。翻边、波纹和涨筋作为一个完整的工作过程在一台机器上顺序完成。焊接好的桶身通过传送带或手工送至该机器并自行对中,带挤压缸的挤压装置用手轮和心轴调节。波纹间距可以通过工具板调节。其外形与后来西安机械研究所生产的“三合一”桶身成形机基本相同。
现在我国的国产桶身成形设备的技术水平早已超过了以上两种设备,与原先的旧设备相比,这些设备的工作可靠性好,结构紧凑,成形工艺也较先进,工作效率高、质量优,工艺过程简便。
第一节 桶身翻边的原理及类型
一、桶身翻边的原理及过程
桶身翻边工艺的原理是基于钢板材料具备塑性——即指钢板受外力作用,在完整性不遭破坏的条件下产生永久变形的性能。桶身形状的变形过程是一渐变成形过程。在成形开始之初,翻边胎具施于桶身板材的外弯力矩不大,在材料的变形区内的内、外表面上引起的应力数值小于材料的屈服极限,仅在材料内部引起弹性变形;随着成形胎具施加的压力值的不断增大,也即外弯力矩的不断增强,当其超过了材料的屈服极限时,材料的内外表面首先发生由弹性变形状态过渡到塑性变形状态,然后塑性变形内、外表面向中心逐步扩展,直至完成成形。但必须指出,直至成形结束,桶身材料也仍处于均匀塑性变形状态,在这一变形过程中,钢板的内部组织得到改善,机械强度有所提高,并达到所需形状要求。
桶身翻边是伸长类曲面翻边的一种形式,在翻边时毛坯变形区的受力情况如图9-1所示。
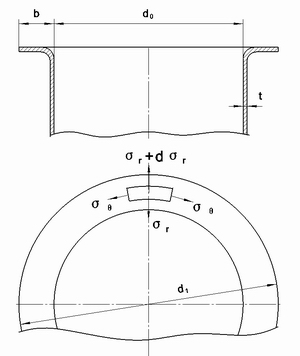
图9-1 翻边时变形区的应力
在翻边前毛坯的直径d0,翻边变形区是内径为d0而外径为d1的环形部分。在翻边过程中,变形区在翻边力的作用下其外径d不断地增大,直到翻边结束时,翻边宽度达到工艺要求b,这时也最终形成了竖直的边缘。
桶身翻边时,切向变形在变形区外部边缘位置上具有最大值 ,而且随变形过程的进展而不断地增大,于翻边结束时,其值为
,而且随变形过程的进展而不断地增大,于翻边结束时,其值为 。毛坯变形区受两向拉应力——切向拉应力σθ和径向拉应力σr的作用,其中切向拉应力是最大主应力,最小主应力为零。径向拉应力σr是中间主应力,其值远小于切向拉应力σθ之值。在翻边变形区边缘上毛坯处于单向受拉的应力状态,这里只有切向拉应力的作用,而径向拉应力的数值为零。在翻边过程中毛坯变形区的厚度在不断变薄。在翻边过程的最后所得到的竖边在边缘部位上百防范最小,其值可按单向受拉时变形值的计算方法用下式估算:
。毛坯变形区受两向拉应力——切向拉应力σθ和径向拉应力σr的作用,其中切向拉应力是最大主应力,最小主应力为零。径向拉应力σr是中间主应力,其值远小于切向拉应力σθ之值。在翻边变形区边缘上毛坯处于单向受拉的应力状态,这里只有切向拉应力的作用,而径向拉应力的数值为零。在翻边过程中毛坯变形区的厚度在不断变薄。在翻边过程的最后所得到的竖边在边缘部位上百防范最小,其值可按单向受拉时变形值的计算方法用下式估算:
 (9-1)
(9-1)
式中:t——翻边后竖边边缘部位上板料的厚度,mm;t0——板料毛坯的原始厚度,mm;d0——翻边前边缘的直径,mm;d1——翻边后竖边边缘的直径,mm。
翻边宽度达到一定限度时,翻边后竖边边缘的厚度会非常小(趋于零),一般情况下,由于材料变形超过了塑性变形极限,翻边会出现开裂现象。这种翻边时的极限变形程度可用翻边系数计算,其值为:
 (9-2)
(9-2)
或: (9-3)
(9-3)
式中:K——翻边系数b——翻边宽度,mm。
由于翻边时变形区内金属在切向拉应力的作用下产生切向的伸长变形,所以极限翻边系数主要决定于毛坯金属材料的塑性。翻边时毛坯变形区内在半径方向上各点的切向伸长变形的数值是不同的,最大伸长变形发生在桶身毛坯的外边缘,所以在翻边时应保证毛坯边缘部位上金属伸长变形小于材料塑性变形能力所允许的极限值。
二、桶身翻边工艺的类型
桶身翻边工艺是通过翻边机实现的。翻边机是制桶机械设备的基本组成部分,它是制作桶身两端垂直展开凸缘的特殊类型专业机械,利用翻边胎具与机械装置完成加工过程,操作单一简便,生产过程较稳定。成型尺寸和质量由翻边胎具保证,一次成形,经过翻边后,桶端边缘不再作其它机械加工。从分类上看,按成形方式和传动类型区分,基本上有以下三种:
1.传统的机械传动旋压(滚压)成形翻边机
目前大部分工厂仍沿用此类翻边机。其结构简单,工艺成熟,便于操纵维修。但机器属于开式传动,噪声大,生产环境不佳,且此种成形方式是翻边胎具沿桶端圆周滚动,不能完全保证成形过程中沿桶端圆周的翻边角度和宽度完全一致,工艺质量的影响因素较多,成形结果的同一性较难实现,会影响后续工艺——卷边的质量。
2.液压传动偏心滚压翻边成形机
该种翻边机的周边翻边宽度及角度是由人工调整定尺隔圈确定,一旦调定,不会更改,比较灵活可靠。该种翻边机是采用液压传动的,所以其设备的操作、维修、性能,更多的取决于液压系统和元件的性能和质量。以前国产液压元件质量不太好,使这种设备在国内的应用受到了影响,一直没有得到广泛的应用。
3.机械传动模具(挤压式)翻边机
我国早期从国外引进的翻边机多属此类。此类翻边机的翻边角度和尺寸是由机器两端的桶身翻边模具的形状和尺寸决定的,翻边质量的影响因素相对较少,是目前国内现有设备中较为先进的类型。现在这种翻边机大多采用液压传动方式,而且正在得到更广泛的应用。
4.机械传动式涨形翻边
这种翻边方式在直径较大的钢桶或圆柱形钢桶生产中并不多见,它是采用涨形的方式,把桶身翻边部位涨出来成为直边。这种工艺多用于小直径钢桶或异形钢桶,最多见的是矩形桶的翻边。此机器加工的翻边尺寸和角度比较精确,但由于翻边力要求较大,速度也快,所以多适用于厚0.5mm以下的钢桶翻边。
【返回目录】

