《钢桶制造技术》
杨文亮 辛巧娟 编著

第八章 钢桶桶身焊接工艺
第四节 钢桶焊接设备
一、概述
钢桶焊接设备一般包括专用或通用的点焊机、缝焊机、凸焊机。专用的钢桶桶身全自动缝焊机则将卷圆、缝焊聚于一机而省去了定位用的点焊机。
为了使制桶板材能在这些设备上顺利通过并进行保证质量的焊接,要求板材预先经过严格的剪切和磨边工序。
由于电阻焊属于压力焊范畴,根据压力传动性质可分为杠杆式及气动式两种。从电源性质及焊接脉冲形状看,钢桶电阻焊机以工频(50Hz)单相交流电源及次级整流方式两种。
电阻焊设备是采用电阻加热原理进行焊接操作的一种设备。一般电阻焊设备由三个主要部分组成:
(1)以阻焊变压器为主,包括电极及次级回路组成的焊接回路。
(2)由机架和有关夹持工件及施加焊接压力的传动机构组成的机械装置。
(3)能按要求接通电源,并可控制焊接程序中各段时间及调节焊接电流的控制电路。
为了保证电阻焊设备的正常运行,使其能发挥最大的效能,电阻焊设备要求的使用条件如下:
(1)空气自然冷却的焊机,海拔高度不超过1000m,周围空气最高温度不大于40℃。
(2)通水冷却的焊机,进水口的水温不大于30℃,冷却水的压力就要保证必需的流量。水质应符合工业用水标准。
(3)电网供电参数:220V或380V,50Hz在下列电网供电品质条件下焊机就友爱正常工作:
·电压波动:在±10%内(当频率为额定值时)。
·频率波动:不大于±2%(当电压为额定值时)。
二、通用型半自动缝焊机
国内大多数钢桶制造企业都是采用通用型半自动缝焊机进行钢桶的桶身焊接,虽然各企业都为了提高生产效率和质量,对半自动缝焊机进行了不同程度的改造,但主要结构并没有改变。
钢桶制造用半自动缝焊机除了要求制造简单,成本低,使用方便,工作可靠、稳定,维修容易等基本要求之外,还应具有如下要求:
(1)焊机结构强度及刚性好,不致因加压而使焊件变形、借位,核心有裂纹,甚至拉开等。
(2)焊接回路有良好适应性,能满足钢桶形状、尺寸的基本要求。焊机应有良好的外特性,能发挥出最大容量。
(3)程序动作的转换迅速、可靠,尽可能提高动作速度,以提高生产率。各程序间应有连锁装置及安全措施,以进一步稳定焊接质量。
(4)调整焊机及更换电极都方便,主要部件接触良好,保护可靠,冷却好。
近年来,点焊机、缝焊机品种、类型很多,通常按电源、加压机构、完成接头方式、自动化程度、电极数目、运动方式等分类。不管哪种点、缝焊机,要完成焊点的循环必须使焊机具备两个部分,即由电气部分(电源、调节装置、控制装置)和机械部分(加压机构、传动机构、冷却系统等)所组成。半自动缝焊机的典型结构如图8-7所示。
1—电源;2—加压机构;3—滚盘;4—焊接回路;5—机架; 6—传动与减速机构;7—开关与调节装置
图8-7 钢桶半自动缝焊机结构示意图
1.加压机构
加压机构按焊机功率大小、焊件结构特点、材料、质量标准及生产率等划分,有很多种类。小型薄壁零件多用弹簧杠杆式加压机构;无气源车间,则用马达凸轮加压机构;而在钢桶生产中,更多采用的是气压式加压机构,也有气液压式加压机构。不论采用什么加压机构,都必须满足下列要求:
(1)加压机构的刚性要好,不致在加压中因机臂刚性不足发生挠曲,或因导柱失去稳定引起上下电极借位。
(2)加压、消压动作灵活、轻便、迅速。加压时无冲击,对焊件的膨胀与收缩反应敏感,随动性好。这对提高焊机生产率、保证焊接质量有很大关系。
(3)加压机构应有良好工艺性,适用焊件工艺特性的要求。工艺特性应按焊件的结构、材料、厚度所决定的工艺要求选择。
(4)焊接开始时,应能快速将预压力全部加上,而焊接过程中压力应稳定,焊件厚度变化时,压力波动要小。
2.缝焊机的传动、减速与导电机构
缝焊机滚盘的转动,是由电动机通过减速器减速后,再经历万向接头、传动杆传至滚盘,见图8-7。缝焊机的传动,依焊机用途及转动特点而分为:
(1)上滚盘主动,多用于纵向缝焊机。上滚盘大,下滚盘小,用以焊筒形件的纵缝。
(2)上滚盘主动,多为横向缝焊机,焊平板或筒形件的横缝。
(3)上下滚盘皆主动,用滚花压轮带动滚盘转动,并修整滚盘表面及尺寸。
钢桶桶身纵缝的焊接正是采用第三种传动系统。这种传动方式的焊机,其滚盘在使用中不另清理,装上后,一直用到磨损极限再拆下,可减少辅助时间,提高生产率,焊接质量也有提高。
3.焊接回路及其它
焊接回路,是指除焊件之外参与焊接电流导电的全部零部件所组成的导电通路。点焊机的回路包括变压器次级绕组引出铜排、连接母线、电极夹等;而缝焊机则将机臂转动部分也包括在内。它是传递电极压力并传输电流的回路。对前者,回路组成件应有足够的刚度及活动范围,对后者则应尽力减少回路尺寸和部件接触点电阻,以降低回路阻抗,提高焊机功率的利用。任意加长机臂尺寸,不注意部件的冷却,长期不检修等都可能改变焊机电参数,降低焊接性能。
4.电极
电极用于导电与加压,并决定主要散热量,所以电极材料、形状、工作端面尺寸,以至冷却条件对焊接质量及生产率都有重在影响。
(1)电极材料
电极工作条件复杂,其寿命与焊接质量首先由材料决定。电极材料应满足下列要求:
·在高温与常温下都有合适的导电、导热性。
·有足够的高温硬度与强度,再结晶温度高。
·常温与高温下具有高的抗氧化能力,并且与焊件材料形成合金倾向小。
·加工制造方便,价格便宜。
根据以上要求,钢桶生产常用的焊接电极材料如表8-9所示。
表8-9 常用焊接电极材料及性能
| 序号 |
成分(其余为铜)
(%) |
性能 |
导电性
(%Cu) |
软化温度
(K) |
硬度
(HB) |
抗拉强度
(N/mm3) |
1 |
Cr(0.4~1) |
70~80 |
623~723 |
110~130 |
470 |
2 |
Cr(0.25~0.45),Cd(0.2~0.35) |
85~90 |
723 |
120~130 |
450~480 |
3 |
Cr(0.4~0.6),Ag(0.09~0.1),
Zr(0.1~0.25) |
80 |
- |
150~170 |
|
4 |
Be(0.2~0.4),Ni(1.4~1.6),
Ti(0.05~0.15) |
45~55 |
773~823 |
170~230 |
800 |
5 |
Si(0.6~1.0),Ni(3.0~4.0) |
|
|
|
|
(2)电极形式
电极形式繁多,但可按端头及本体两部分的变化分类。
常用点焊电极端头形式,有锥形、球面、平面等端头形式。标准电极工作端面直径及端头,可按焊件厚度、材料和结构选择。用于钢桶制造中的点焊电极如图8-8所示。
电极工作面直径可按下式确定:
 (8-3)
(8-3)
式中k随δ变化:δ≤1.5mm时,k=4;δ=1.5~7.5mm时,k=3;δ≥7.5mm时,k=2。对于薄件, 增加。δ=1.5~1mm,=5~6;δ=0.1mm,则达20。
增加。δ=1.5~1mm,=5~6;δ=0.1mm,则达20。
图8-8 点焊电极常用形式
在如图8-8的电极尺寸中
尾锥长≥1.25D;
尾锥度 1:10(D≤25mm);或1:5(D≥32mm)。
缝焊机滚盘(焊轮)型面如图8-9所示,圆柱型面用以焊厚度小于2mm的低碳钢板,其他用球面型面;焊轮的型面有单边或双边倒角,依焊件搭边宽度与结构形状而定。
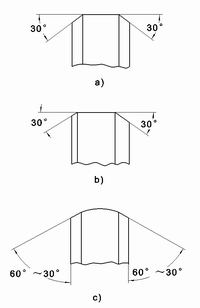
图8-9 缝焊滚盘型面图
【返回目录】

