《钢桶制造技术》
杨文亮 辛巧娟 编著

第八章 钢桶桶身焊接工艺
第三节 钢桶焊接质量及检验
钢桶焊接质量的好坏,体现了焊接桶件在一定条件下的接头强度及气密性、外观等综合性能。若在产品有效工作其限内,因焊接不良而丧失一部分或全部使用能力,就是质量不高。
钢桶使用条件不同时,所要求的质量标准也不同,目前国内尚无统一的钢桶焊接质量标准。国外多将焊接接头分为三类:通常将接头一旦破坏,就能立即引起产品的损坏,从而丧失原有工作性能,造成严重事故的接头定为A类;将接头破坏后会降低产品整体强度和功能,从而妨碍正常使用的接头定为B类;对非关键性的和不要求应力分析的接头定为C类。
影响焊接质量的因素很多,一般可归纳为设计、工艺和使用三类。当接头设计不合理,开敞性差;或焊接处位于刚性大、不易贴合的地方;或材料组合不合理,焊接件的层数、搭边及点距尺寸选择不当时,均会使焊接工艺复杂化,不易达到质量标准的要求。另外,工艺参数选用不当,电极或夹具不合要求,设备工作不正常,零件表面质量差,以及装配不良等,都直接影响焊接接头的最终质量。当然,接头的使用是否合理,同样会对接头质量有影响。当产品不在规定技术条件下使用时,则会因环境的恶化而使接头质量迅速降低,以至破坏。由于电阻焊过程机械化、自动化程度较高,故电阻焊质量同设备的稳定性及调整水平的关系较之其它设备更为密切。图8-6列出对焊接质量影响较大的几个因素及相互之间的关系。
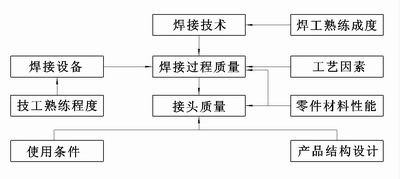
图8-6 影响焊接质量的因素
一、焊接质量的常见缺陷及解决措施
点焊、缝焊桶件的缺陷分为焊接接头外部缺陷、内部缺陷和焊接件结构缺陷等三类。
1.外部缺陷
焊点外表面应平滑、没有裂纹、粘附的电极金属、深压坑、飞溅、边缘胀裂或焊点烧穿等外部缺陷。板间间隙,一般以不大于两侧板平均厚度的10%为限。表面压坑深度一般不超过10%。接头常见外部缺陷,其产生原因和改进措施等综合列于表8-6。
2.内部缺陷
焊接接头常见的内部缺陷,及其形成的主要原因,现综合列于表8-7。
3.焊接件结构缺陷
当焊接件装配不良,选用规范不当或机臂刚度差时,则可能出现板件间起皱、错位或变形等结构缺陷,严重时不能使用。
接头内部和外部缺陷在一定范围内是允许修复的。修复点焊、缝焊接头缺陷的常用方法可参考表8-8。
在实际生产中,有缺陷焊点数一般在焊点总数0.8~4%之间,但当缺陷焊点比较集中时,则能引起焊件的破坏。因此,对钢桶这样对气密质量要求较高的产品,必须严格各工序检验,扩大检验方法与措施,这是提高焊接结构质量,从而保证产品质量可靠的重要生产制度。
表8-6 点焊、缝焊常见外部缺陷及其改进措施
| 序号 |
缺陷 |
产生缺陷的可能原因 |
改进措施 |
1 |
焊缝表面压痕形状及波纹度不均匀 |
电极工作表面形状不正确或磨损不均匀; |
修整焊轮; |
焊接时,焊件与焊轮倾斜; |
检查机头刚度,预调焊轮倾角; |
焊速过快 |
调整焊速 |
2 |
焊点压坑过深及表面过热 |
通电时间过长; |
调整规范; |
电极压力不足; |
改变电极端面锥角角度; |
电流过大 |
改善冷却条件 |
3 |
表面局部烧穿或金属强烈外溢 |
焊件或电极表面不净,污物多; |
清理焊件与电极表面; |
电极压力不足,或焊件与电极间未真正接触; |
提高电极压力,更换磨损过度的电极; |
电极接触表面形状不正确; |
修整电极; |
缝焊焊速过快,焊轮过热 |
改善冷却条件 |
4 |
焊点表面径向裂纹 |
电极压力不足或电极冷却不足; |
调整规范 |
5 |
焊点表面环裂纹 |
电流通电时间过长 |
改变规范,注意消除过热因素 |
6 |
接头表面发黑,包覆层破坏 |
焊件及电极表面清理不良; |
注意及时清理表面; |
电极压力不足; |
调整规范; |
通电时间过长,电流过大 |
降低焊速或改善冷却条件 |
7 |
接头边缘压溃或开裂 |
边距过小,电极未对中; |
调整规范; |
电流过大,时间过长; |
改进接头设计; |
大量焊后飞溅 |
注意电极安装及焊件平放 |
8 |
焊点脱开 |
装配不良,焊接时焊件有错位 |
注意装配,调整板件间隙与电极挠度 |
表8-7 焊接接头内部缺陷及改进措施
| 序号 |
缺陷 |
产生缺陷的可能原因 |
改进措施 |
1 |
未焊透,核心小 |
电流小,电极压力大; |
调整规范; |
电极工作表面直径大; |
修整电极; |
表面清理不良 |
清理表面 |
2 |
裂纹与缩孔 |
通电时间过长、过热、晶粒边界熔化; |
调整规范参数; |
通电时间短,冷速过大,而有淬火裂纹; |
选用合适的焊接循环形式; |
电极压力不足; |
检修焊机加压的速度; |
表面清理不足或大量飞溅 |
表面清理 |
3 |
核心内涡旋状成分不均匀 |
通电时间短,电流密度小; |
调整规范 |
电极压力过大 |
4 |
结合线伸入 |
表面氧化膜清除不净 |
注意硬、脆氧化膜的清理,并防止再氧化 |
5 |
环形层状花纹 |
加热时间过长 |
调整规范 |
6 |
核心偏移 |
电极材料、端面尺寸或冷却条件不当 |
改变电极尺寸、材料和冷却条件; |
采取其它工艺措施 |
7 |
焊透率过大 |
电流过大,电极压力不足; |
调整规范; |
通电时间过长,电极冷却条件差 |
加强冷却 |
8 |
板缝间有金属溢出 |
电流过大,电极压力不足; |
调整规范; |
焊接时工件放置不平,有倾斜; |
改进接头设计; |
边距小 |
必要时加支撑夹具 |
9 |
脆性焊点 |
通电时间短,焊接循环不合理 |
调整规范; |
改变热循环形式 |
10 |
焊缝不气密 |
焊接规范不稳定; |
调整设备与控制装置; |
点距不当; |
上、下滚盘直径相差过大 |
适当改变两滚盘直径或散热条件。 |
表8-8 焊接质量缺陷的修复方法
| 序号 |
修复方法 |
应用范围 |
备注 |
1 |
用点焊或缝焊再次补焊 |
未焊透,不气密,内部裂纹,飞溅,脆性接头 |
也可在缺陷旁另加新焊点或重复20~40%缝焊 |
2 |
用氩弧焊补焊 |
未焊透,不气密,内部与外部裂纹,搭边边缘开裂 |
|
3 |
另加垫片进行气焊 |
示焊透,内部与外部裂纹,延伸到外表面裂纹 |
|
4 |
表面打光或加工平整 |
外部飞溅,环状凸肩,电极粘附,表面发黑 |
|
5 |
用氧炔焰退火 |
脆性焊点 |
|
6 |
滚压或局部加热校正 |
消除应力变形 |
注意不得引起新的裂纹或过热 |
二、焊接质量的检验
钢桶的质量检验,一般都是对产品生产完成后,对成品的检验,这类试验主要有目测外观、气密性试验、液压试验、跌落试验和堆码试验。对于钢桶的焊接质量来说,这些试验已经滞后,发现不合格时往往已经于事无补,一方面是难于修复,另一方面是已经形成批量不合格,损失很大。所以,对于钢桶的焊接质量的检验,必须在焊接过程中及时进行,才能提早发现问题,从而采取补救办法,以免造成大批量的质量问题。
焊接过程中,常用检验方法有工艺试验、强度试验和内部缺陷检验。
1.工艺试验与气密性试验
工艺试验是生产中检验焊接质量最常用的一种方法。试验所用的材料、厚度、表面准备和焊接规范参数与正式焊接生产要完全相同。一般工艺试验是采用工艺撕破试验,可以分析出焊接接头的宏观质量情况。
根据试片撕开后,留在试片上的凸点尺寸可测量焊点直径。当试片上所留焊点为不完全脱焊的焊点时,可根据残留的部分焊点金属来估计焊透率,当焊透率不小于板厚的30%时,则认为合格。做工艺撕破试验时,根据试片上焊点孔洞的均匀程度,可以判断焊接规范的稳定性。
制作宏观试片的目的,在于确定接头真实的核心直径、焊透率、压坑深度和一般缺陷(如缩孔和较大的裂纹等),用以粗略估计规范的合理性及其波动程度。
做强度试验时,必须注意试片轴线与加载线不得有偏斜,夹紧要均匀,以免加载中有附加扭转而使强度降低。另外,需注意试片断裂特征和断口内核心的内部缺陷。
对桶身缝焊应做气密性试验。当熔化核心重叠尺寸不够,核心尺寸过小,有外部和内部飞溅、烧穿及空透性裂纹等缺陷时,均能使焊缝不气密。测定气密的方法有气压法、液压法、氨气指示法、氦质谱法等。氨气法与氦质谱法可查出的最小漏气处的最小漏泄容积为2.4×10-4mm3/h;气压法、液压法可查出最小漏泄直径分别为8×10-3mm、1.0×10-3mm。包括因飞溅、裂纹造成的不致密处。
2.焊点内部缺陷的检验
工艺试验能确定焊接规范参数对焊点质量的影响,可以及时发现问题,在一定程度上也可以预防缺陷的出现。但对于要求较高的重要焊接产品,需要准确掌握焊缝在焊接和使用中质量的情况与变化,以保证产品安全可靠地工作。
对焊点表面的缺陷(裂纹、烧穿、撕破等),尺寸位置偏差,焊接边缘开裂、压溃及大量飞溅等缺陷,应首先经过目检。目检可发现外部缺陷、位置偏差与变形等缺陷。对有疑问的焊点,送交物理检验。
焊点表面的细小裂纹可采用着色或荧光检验法检验。由于某些液体有良好的润湿渗透性,而且在白昼光或紫外线照射下有明显的光辉,故可用以检验表面细小的裂纹。
焊点内部缩孔、裂纹和板间缝隙内的飞溅,可用X射线透视发现。因为缩孔、裂纹或其他不致密缺陷对X射线吸收能力,比相邻金属小,因此X射线底片的黑度不同:有裂纹或气孔处要黑些,而有飞溅的区域,则因吸收了较多的X射线,底片上相应亮些。
核心尺寸不足或未熔化的焊点是点焊、缝焊接头中最危险的缺陷。现有无损检验对未焊透的分辨能力都很小。
检验是及时消除缺陷,提高焊接质量的主要措施,手工检验工序已成为钢桶生产过程全机械化和自动化的障碍。为了提高电钢桶焊接工艺的技术经济效果,改进检验质量,因而实行焊接过程监控和对焊接过程的连续跟踪及自动调整等方法,这是保证焊接质量一致性、稳定性和工作可靠性的主要方向之一,也是钢桶焊接最重要的课题之一。
【返回目录】

