《钢桶制造技术》
杨文亮 辛巧娟 编著

第八章 钢桶桶身焊接工艺
第二节 电阻焊焊接工艺
一、点焊工艺
1.点焊的一般要求
一个好的焊点,从外观上,要求表面压坑浅,平滑呈均匀过渡,无明显凸肩或局部挤压的表面鼓起;不允许外表有环状或径向裂纹;表面不得有熔化或粘附的铜合金。从内部看,焊点形状应规则、均匀,焊点尺寸应满足结构和强度的要求,核心内部无贯穿性或超越规定值的裂纹。结合线伸入有缩孔皆在规定范围内;焊点核心周围无严重过热组织及不允许的缺陷。
表8-1 点焊、缝焊接头推存使用尺寸
| 焊件厚度 |
焊点直径 |
缝焊焊缝宽度 |
单排焊缝最小搭边尺寸 |
点焊时最小点距 |
0.3 |
2.5~3.5 |
2.0~3.0 |
6 |
5 |
0.5 |
3.0~4.0 |
2.5~3.0 |
8 |
7 |
0.8 |
3.5~4.5 |
3.0~4.0 |
10 |
11 |
1.0 |
4.0~5.0 |
3.5~4.5 |
12 |
12 |
1.2 |
5.0~6.0 |
4.5~5.5 |
13 |
13 |
1.5 |
6.0~7.0 |
5.5~6.5 |
14 |
14 |
2.0 |
7.0~8.5 |
6.5~8.0 |
16 |
18 |
注: |
1、搭边尺寸不包括圆角半径;
2、若要缩小点距,则应考虑分流调整规范;
3、焊接厚度比大于2:1或多于两上零件的接头时,点距增加10~20%;
4、气密焊缝点距最好等于焊缝宽度的一半。 |
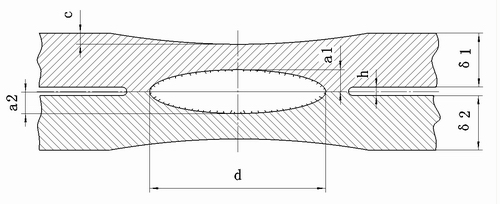
图8-5 点焊核心示意图
如果焊点的缺陷都在规定值以内,那么,决定接头强度与质量的便是焊点的形状与尺寸。焊点直径的大小直接决定了接头强度,不同的材料,厚度及厚度比,对焊点直径d要求不同,见表8-1。一般取焊点直径d=2σ+3(σ为板厚),在板件搭边厚度允许的条件下,焊点直径尽量先大一些。焊点高度用焊透率A%表示,单板焊透率(图8-5):
 (8-1)
(8-1)
单板焊透率可取20—80%之间,取决于焊件的材料、板厚、结构等等,焊透率过大,熔化核心接近表面,零件表面易过热,造成深压坑或大量飞溅,结果导致应力集中,使承载性能变坏,或使表面保护(镀锌层等)因电极合金成分的渗入而降低了抗腐蚀性能。从核心结晶条件考虑,焊透率越大,熔化金属量越大,凝固结晶时收缩量也增大,易出现缩孔;同时,因收缩内应力增大,易裂纹,故焊透率一般取为40%较好。焊透率过小,强度也低。薄件点焊时,因散热强烈,焊透率选用较小,有的取10%左右,而不同厚度板件点焊时,薄件焊透率取10—20%即可。
2.点焊工艺的规范参数
点焊质量与焊机的性能、焊接工艺规范有很大的关系。焊接工艺规范指组成焊接循环过程和决定点焊规范特点的参数,主要有焊接电流Iw,焊接压力Fw,通电时间tw,电极工作端面几何形状与尺寸等。这些参数之间有着密切的关系,可以在相当大的范围内变化,以便控制焊接质量。为了正确选用规范参数,应掌握各个参数的特点,作用及相互间关系,了解规范选择、测量及控制的方法。
(1)工艺参数对质量的影响
一般可以用焊点尺寸(焊点直径d,焊透率A%)及缺陷形成来分析工艺参数对质量的影响。电阻焊是利用内部热源来进行焊接的,根据焦耳定律,其发热量为
 (8-2)
(8-2)
式中: Q——电阻焊接时产生的热量,焦;Iw——焊接电流,安;R——电阻,欧;Tw——焊接时间,秒。
从式(8-2)中,可以分析出电阻焊各参数间的相互关系。其中的电阻,与材料的导电率、板厚和电极间的压力有很大的关系:压力越大,电阻越小,压力越小,电阻越大;材料导电率越好,电阻越小,导电率越差,电阻越大。
改变焊接电流对焊接质量的影响。当电流过小时,焊接处不能充分加热,始终不能达到熔化温度;增大电流后出现熔化核心,但尺寸过小,仍未焊透;当电流过大时,电流密度提高,使加热加剧,若核心直径扩大速度远远超过塑性环扩大的速度,就出现飞溅。随着飞溅的形成,则可能形成深度压坑、大尺寸缩孔等缺陷,降低了接头强度。
改变电流脉冲持续时间对焊接的影响。当通电时间过短时,只能获得接触面的加热痕迹,不能形成塑性粘连的焊接区,或塑性焊接区很小,不能形成牢固的接头;当通电时间过长时,核心内液态金属在电极压力作用下,有可能突破相对变薄的塑性环,形成飞溅,引起表面过热、深压坑、搭边压溃等缺陷,使零件表面质量及接头承载能力大为恶化。
电极压力对焊接质量的影响。当电极压力过大时,板件-电极接触紧密,散热加强,因而总热量减少,焊点熔化核心尺寸减小有时会形成未焊透;当电极压力过小时,板间接触不良,会引起加热过急,形成大量焊前飞溅,以至零件烧伤、烧穿。
电极端面尺寸对焊接质量的影响。因为电极决定着电流分布及40%以上热量的散失,所以电极材料、形状、冷却条件及工作端面的尺寸都直接影响着焊点强度。当电极材料、形状、结构一定时电极端面大将使接触表面扩大,电流密度降低及散热能力加强,其结果是使焊透率很快降低。若电流密度和电极压力还能维持在一定范围之内,核心直径d则变化不大。
以上仅从点焊的部分情况来分析焊接工艺参数对点焊质量稳定性的影响。实际上焊接过程各参数间并非是孤立的变化,常常变动一个参数会引起另一个参数的改变,而几个参数按一定要求各自向不同方向变化,又能调节出具备不同特点,获得不同加热效果的规范。
(2)点焊工艺规范参数的选择
焊接质量取决于焊机规范参数的特点。因在同类焊机中的电参数与机械系统不尽相同,故必须分别调整,方能保证质量波动最小。同时,制订规范应尽量选择对规范波动敏感性小的参数。国外选用的参数值一般较小,用于降低焊接的不稳定性,并可降低其对焊机机械性能的要求,这往往是选择参数的依据之一。
焊接规范参数的选择与桶件材料的性能、特别是与热物理性能有关,如导电性、导热性、导温系数、高温强度、熔点、塑性温度范围及变形抗力、硬度、对热循环的敏感性及加热过程中性能变化特点等。根据材料性能选择工艺参数组成适用的规范,这是选择规范参数的第二个依据。
分析国外目前通用的几种规范可以发现,许多规范并非以是否出现缩孔、裂纹为标准,而是以是否能避免飞溅为标准,这样,可以获得最大核心和最高抗拉强度,并降低焊机机械功率,提高经济效果。是否发生飞溅,这是制订与选择工艺参数的第三个依据。
表8-2为低碳钢板在点焊时按硬、中、软三种规范推荐用的参数,可用来比较三种规范有关参数的差别,作为选用参数的参考。
表8-2 钢桶点焊工艺规范(低碳钢)
| 板厚(mm) |
0.5 |
0.8 |
1.0 |
1.2 |
2.0 |
3.2 |
电极 |
最大d |
4.8 |
4.8 |
6.4 |
6.4 |
8.0 |
9.5 |
最小D |
10 |
10 |
13 |
13 |
16 |
16 |
最佳规范 |
焊接时间(周) |
6 |
8 |
10 |
12 |
20 |
32 |
电极压力(N) |
1350 |
1900 |
2250 |
2700 |
4700 |
8200 |
焊接电流(KA) |
6 |
7.8 |
8.8 |
9.8 |
13.3 |
17.4 |
核心直径(mm) |
4.3 |
5.3 |
5.8 |
6.2 |
7.9 |
10.3 |
抗剪强度
±14%(N) |
2400 |
4400 |
6100 |
7800 |
14500 |
31000 |
中等规范 |
焊接时间(周) |
11 |
15 |
20 |
23 |
36 |
60 |
电极压力(N) |
900 |
1250 |
1500 |
1750 |
3000 |
5000 |
焊接电流(KA) |
5 |
6.5 |
7.2 |
7.7 |
10.3 |
12.9 |
核心直径(mm) |
4.0 |
4.8 |
5.4 |
5.8 |
7.6 |
9.9 |
抗剪强度
±17%(N) |
2100 |
4000 |
5400 |
6800 |
13700 |
28500 |
一般规范 |
焊接时间(周) |
24 |
30 |
36 |
40 |
64 |
105 |
电极压力(N) |
450 |
600 |
750 |
850 |
1500 |
2600 |
焊接电流(KA) |
4 |
5 |
5.6 |
6.1 |
8.0 |
10.0 |
核心直径(mm) |
3.6 |
4.6 |
5.3 |
5.5 |
7.1 |
9.4 |
抗剪强度
±17%(N) |
1750 |
3550 |
5300 |
6500 |
13050 |
26600 |
备注 |
电极尺寸及形状 |
|
3.桶身定位点焊工艺要求
一般容积在50升以上的钢桶,桶身缝焊前要进行点焊定位,为了使桶身在缝焊时不产生歪斜,搭边不均等缺陷。
对于200升钢桶来说,一般最少应在两端及中间进行三点点焊,焊点直径为6.5㎜,要求搭边均匀一致,不得相错,搭边尺寸一般为12±1㎜,焊点要牢固,但不允许有烧焦及烧穿等现象。
对于200升以下的钢桶来说,焊点至少也要有两个方能定位。
一般要求桶身两边的焊点不要离边缘太近,防止影响其翻边及卷封的质量。
【返回目录】

