《钢桶制造技术》
杨文亮 辛巧娟 编著

第八章 钢桶桶身焊接工艺
科学技术发展到今天,全世界的钢桶焊接采用的技术几乎都是电阻焊技术。
电阻焊技术在上世纪末已经出现,但真正用于钢桶制造行业仅五十年左右的时间。初期桶身焊接只是采用通用型的缝焊机,由于缺少辅助的机械系统,桶身的成形和定位分别在其它设备上完成。因缺少在焊接过程中稳定的控制焊缝位置的机构,致使焊缝的搭边宽度达到10毫米以上,又因搭接部位厚度接近钢板厚度的一倍,致使桶身与桶底、桶顶卷封装配后,焊缝和卷边交叉处出现空隙,出现应力集中现象,此处成为整个钢桶的质量薄弱环节。由于焊缝的搭边较宽,一方面造成电流密度降低,热效率不高,另一方面使得焊后的焊缝两边都有毛边,在涂刷内外涂料时,毛边处极易造成虚涂和露底现象而提前锈蚀。
六十年代末或七十年代初,随着制桶工业的迅速发展,对桶体焊缝的质量要求越来越高,即使许多工厂对通用型的焊机做了不少改进,但仍然满足不了日益发展的制桶工业的需要,因此,美国牛拷公司和英国联邦焊机公司相继研制出了钢桶全自动缝焊机。这种缝焊机由成形和焊接两大部分组成,并增加“Z”形导轨,沙漏形定位辊和焊缝修正等机构,因而使得桶身焊缝搭接量控制在4毫米以内。此焊机的额定功率达250至400千瓦,焊接速度可达12米/分,相当于每小时焊接720只200升钢桶。
随着电阻焊技术的发展,美国卡兰多公司在70年代后期开始试制了次级整流供电方式的钢桶全自动高速缝焊机。通常的电阻焊机,一般采用工频交流电源供电,焊接回路阻挠所消耗的无功功率及变压器次级绕组因发热所消耗的功率占输入功率的60%左右。为了解决这些问题,近年来,各国在电阻焊技术方面重点发展次级整流电焊机。相比之下,这种焊机大大提高了焊接的效率,并降低了每只桶身焊接消耗的电量。由于几乎没有无功功率的消耗,焊接回路的功率因数高达95%。另外,这种焊机在焊接过程中不必考虑桶身对阻抗影响而造成电流的变化。图8-1交流和次级整流焊机,在焊接桶身时的电流变化情况。图中的回路,机臂间距200毫米,桶身壁厚δ=1+1毫米,长约1米。这种特性,使得焊机能取得更加稳定的电流和热量场,保证了高质量的桶身缝焊。在焊机回路设计方面,由于次级整流焊机对回路感抗几乎没有要求,可以不受几何尺寸和材质的影响,获得更加紧凑的结构设计。由于次级整流全自动缝焊机的这些优越性,美国卡兰多制造的MODEL1424—3型全自动焊机,额定输入功率在140KVA的情况下,焊接速度可达20米/分钟,即每小时能焊1200只200升钢桶的桶身,曾经是世界上速度最快,效率最高的钢桶全自动焊机。
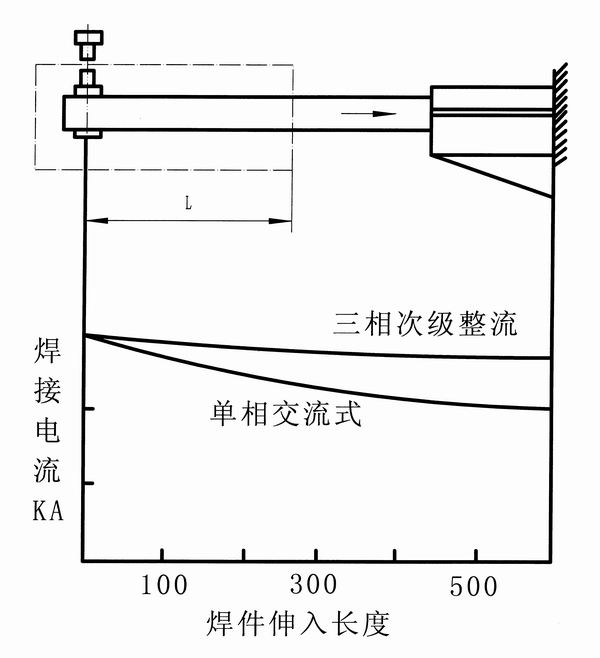
图8-1 焊接桶身时的电流变化情况
目前,英国联邦焊机公司的全自动缝焊机已成为世界上最先进的钢桶缝焊机。
近年来,我国开始引进国外的钢桶全自动缝焊机,国内也在组织力量进行消化吸收,并自行设计制造全自动缝焊机。到今天为止,国内采用钢桶全自动缝焊机的厂家较少,大多数厂家还是以通用型缝焊机进行桶身缝焊。所以下面我们先就大多数焊接工艺进行讨论,然后就新型的全自动缝焊机做一介绍。
第一节 桶身焊接的原理及特点
按照国内大多数制桶厂的桶身焊接工艺来看,卷圆后的桶身先要通过点焊定位,然后再进行缝焊接合。对马口铁一类的薄板制造桶身时,一般不用点焊,缝焊机上有直接定位装置。点焊在制桶其他工序也有应用。
点焊和缝焊都属于电阻焊,我国制桶厂采用的焊机,目前多为通用型焊机。
一、电阻焊焊接原理
如图8-2所示,将准备焊接的桶件置于两电极之间加压,并对焊接处通以电流,利用桶件电阻产生的热量加热并形成局部融化(或达塑性状态),断电后,在压力继续作用下,形成牢固接头。这种工艺过程即称为电阻焊。
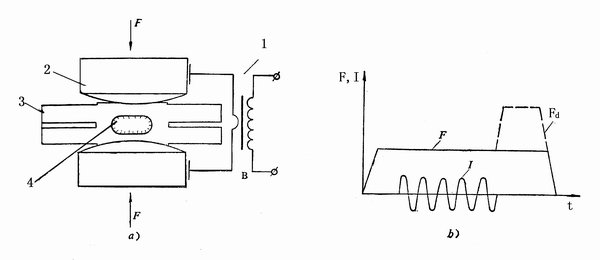
a)原理图;b)点焊过程循环图
1—变压器;2—电极;3—板材;4—熔化核心
图8-2 电阻焊原理图
可见,电阻焊有如下两个最显著的特点:
1.采用内部热源——利用电流通过焊接区的电阻产生的热量进行加热。
2.必须施加压力——在压力作用下,通电加热、冷却,形成接头。
由此可见,要获得适当的电阻热,必须有外加电源,并始终在压力作用下进行焊接,所以,焊接电流Iw、电极压力Fw是形成电阻焊接头的最基本条件。至于焊接过程中这两个参数应如何变化,则要根据桶件的材料、结构特点及现有焊接设备的不同而定。
在钢桶制造生产中,电阻焊最常用的工艺方法为点焊、凸焊和缝焊。
1.点焊:点焊时,桶件间靠尺寸不大的焊点形成牢固接头。如图8—2a所示。板材3由铜合金电极2压紧后通电加热,至桶件内部形成应有尺寸的熔化核心4为止,切断电流,核心冷却凝固后去除压力。核心周围的环状塑性变形区称为塑性环,可隔绝周围气氛对核心熔化金属的侵袭,并可防止飞溅。点焊多用于桶身缝焊前的定位焊接。点焊过程循环图如图8—2b所示。
2.凸焊:凸焊是点焊的一种变态,在批量生产中得到广泛应用。它主要用于将较小的零件(如螺母、垫圈等)焊到较大零件上去,或两种均为大面积零件的焊接(图8-3)。凸焊时,工件首先在预制的凸点、凸环或零件原有倒角、凸肩处相接触。开始通电时,电流在凸点处密集,提高了电流密度。加热后,凸点变形、熔化而形成焊点。凸焊中因电流密集而热量集中,并改善了分流影响,从而节省了总能量。由于一次可完成多点的焊接,故提高了生产率。凸焊在钢桶生产中应用越来越广泛,主要应用在钢桶封闭器的生产和装配中。
3.缝焊:缝焊用滚盘代替电极,通常把一个个焊点相互重叠起来,形成类似连续点焊的焊缝。钢桶制造中采用缝焊方法对桶身纵缝进行焊接。缝焊过程与焊接循环见图8-4。
二、电阻焊的特点
电阻焊方法虽在十九世纪末叶已经出现,但在我国到上世纪四十年代仍是空白。自五十年代才在点焊薄板结构与工具中得到应用。而至今已成为毛坯准备、组合件装配的重要工艺方法之一。近年来,电阻焊得到迅速发展,这与其技术经济特点有着密切关系,与其它焊接方法相比,电阻焊的优点为:
1.因是内部热源,热量集中,加热时间短促,在焊点形成过程中始终被塑性环包围,故电阻焊冶金过程简单,热影响区小,变形小,易于获得质量较好的焊接接头。
2.电阻焊因机械化、自动化程度高,可提高生产率,改善工作条件。因焊接过程中无不良气氛,且噪音小,易于安排在流水线中。
3.表面质量较好,易于保证气密性。
尽管电阻焊具有很多优点,但仍存在下列问题:
1.目前尚缺少简单而又可靠的无损检验方法。
2.设备较复杂,功率大,投资较多,维修困难。
3.焊件的尺寸、形状、厚度受到设备的限制。
【返回目录】

