《钢桶制造技术》
杨文亮 辛巧娟 编著

第七章 钢桶桶身卷圆工艺
第二节 卷圆工艺及质量要求
一、钢桶卷圆工艺要求
以200升钢桶半自动生产工艺为例,钢桶卷圆工艺的要求如下:
1.工艺操作要求
(1)调节卷板机辊筒的间隙,使间隙均匀合理,满足工艺要求;
(2)擦净板料上的砂尘和油污;
(3)将板料送入进料辊,使其进入机辊之间进行卷圆。
2.工艺技术要求
(1)卷圆曲率必须均匀一致,不得出现两端直径不一致缺陷。两端直径差不得超过50mm;
(2)卷圆后两端应对齐,不应有错边现象,对齐误差不大于5mm;
(3)要求卷圆后,桶身纵缝应有一定的搭接量,但不应过大或过小,搭边重合宽度应控制在100~150mm之间。
二、卷板机辊筒位置的计算
要制造曲率半径符合工艺要求的桶身,就必须准确调整卷板机辊筒的位置。
如果已知卷板机的辊筒半径和相对位置,则可根据所要弯制桶身的曲率半径,计算出辊筒应调节的位置。
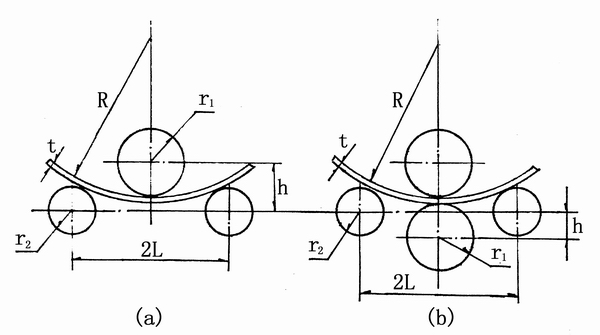
a—三辊卷板机;b—四辊卷板机
图7-6 卷板机辊筒位置的计算
1.用对称式三辊卷板机卷圆时(如图7-6a),上辊的位置可由下式求得:
 (7-2)
(7-2)
式中:h——上、侧辊筒的垂直距离,mm;R——桶身的弯曲半径,mm;t——钢板材料的厚度,mm;r1——上辊筒半径,mm;r2——侧辊筒半径,mm;L——侧辊筒中心距之半,mm。
2.用四辊筒卷圆时(图7-6b),侧辊筒的位置可由下式求得:
 (7-3)
(7-3)
式中:h——侧辊与下辊的垂直距离,mm;r1——上、下辊筒半径,mm;r2——侧辊筒半径,mm;R——桶身板料的弯曲半径,mm;t——板料的厚度,mm。
由于钢板的回弹,所以上述算式中求得的h值,供钢桶卷板机起初调节时参考。
在卷板机上所能卷圆的最小圆筒直径取决于上辊的直径,考虑到桶身卷圆后的回弹,能卷圆的最小圆筒直径约为上辊直径的1.1~1.2倍。
三、钢桶卷圆工艺质量分析
常见卷圆工艺的质量问题包括外形缺陷、表面压伤和卷裂等三个方面。
1.外形缺陷
圆柱形桶身卷圆时,几种常见的外形缺陷有过弯、锥形、鼓形、束腰、边缘歪斜和棱角等缺陷,如图7-7所示。
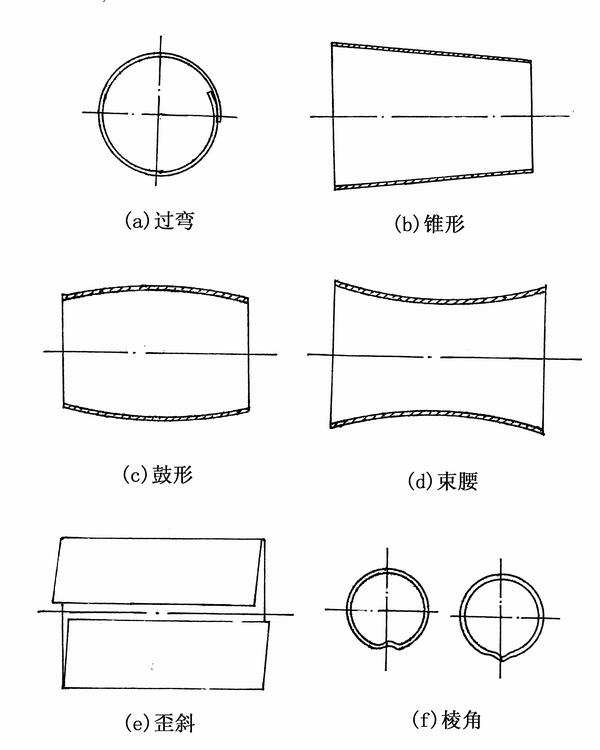
图7-7 几种常见的外形缺陷
过弯(图7-7a)是由于上辊(三辊卷板机)的调节距离过大,使两边缘重叠过多。用木锤锤击桶身的边缘可使直径扩展,过弯就可以除去。为了防止桶身过弯,在每次调节辊筒后用样板检查其弯曲度。
由于上辊或侧辊两端的调节量不一致,使上下辊的中心线互不平行,便产生了锥形缺陷(图7-7b)。为了防止这种缺陷,应使用样板以在整个桶身长度上检验其曲率半径是否相同,如有不同时,应要曲率半径大的一端增加辊筒的进给量。
鼓形缺陷(图7-7c)是在卷板时,由于辊筒刚性不足发生弯曲所致,为防止辊筒的弯曲,可在辊筒中间部分增加支承辊筒。
束腰(图7-7d)是由于上辊下压力或下辊的顶力太大,使辊筒发生反向弯曲而造成的。
歪斜(图7-7e)是由于坯料进料时,没有对中,或坯料不是矩形造成歪斜缺陷。
棱角(图7-7f)是由于上道工序缺陷,导致搭边弯曲而造成的。
2.表面压伤
卷圆时,钢板或辊筒表面的氧化皮及粘附的杂质,会造成板料表面的压伤,为了减少氧化皮的危害可采取下列措施:
(1)卷圆前,应清除板料表面的氧化皮。
(2)卷板机必须保持干净,辊筒表面不得有锈皮、毛刺、棱角或其它硬性颗粒。
(3)卷圆时应及时注意吹扫内外侧锈粉,污尘等物。
3.卷裂
板料在卷圆时由于变形太大,材料的冷作硬化,以及应力集中等因素都能使材料的塑性变坏而造成裂纹。为了防止卷裂的产生,对于易卷裂的材料,可以采取限制变形量;钢板进行正火处理;预热等措施。
4.划痕
产生在卷圆桶身表面上的划痕可能是直线的,也可能是曲线的。产生的原因是卷板机轴筒表面的状态不良,或速度大小不合理。
【返回目录】

