《钢桶制造技术》
杨文亮 辛巧娟 编著

第七章 钢桶桶身卷圆工艺
钢桶卷圆工序的目的,是把剪裁、磨边好的桶身料,利用卷板设备,对板料进行连续三点滚弯的过程,把板料加工成圆筒形制件,为桶身的后道工序——纵缝焊接做准备。卷圆工序在钢桶生产中是不可缺少的,只是在采用全自动缝焊机进行桶身纵缝焊接的生产线上,卷圆工序是作为全自动缝焊机的一个加工过程进行的。国内大多数钢桶制造企业均采用半自动缝焊机焊接桶身,把卷圆工序作为一个单独的工序、采用独立的卷圆设备进行生产。
第一节 卷板机工作原理及技术特点
一、卷板机的工作原理
卷板机可分为三辊卷板机和四辊板板机两类。三辊卷板机又可分为对称式与不对称式两种。
卷板机的工作原理如图7-1所示。图7-1(a)为对称式三辊筒卷板机的辊筒断面图,辊筒沿轴向具有一定的长度,以使板料的整个宽度受到弯曲。
在两个下辊筒的中间对称位置上有上辊筒1,上辊能在垂直方向调节,使置于上下辊筒间的板料4得到不同的弯曲半径。下辊筒2是主动的,安装在固定的轴承内,由电动机通过齿轮减速器使其同方向同转速转动,上辊是被动的,安装在可作上下移动的轴承内。大型卷板机上辊的调节是机械或液压的,小型卷板机中常为手动调节。
工作时板料置于上下辊间,压下上辊,使板料在支承点间发生弯曲,当两下辊转动时,由于摩擦力作用使板料移动,从而使整个板料发生均匀的弯曲。
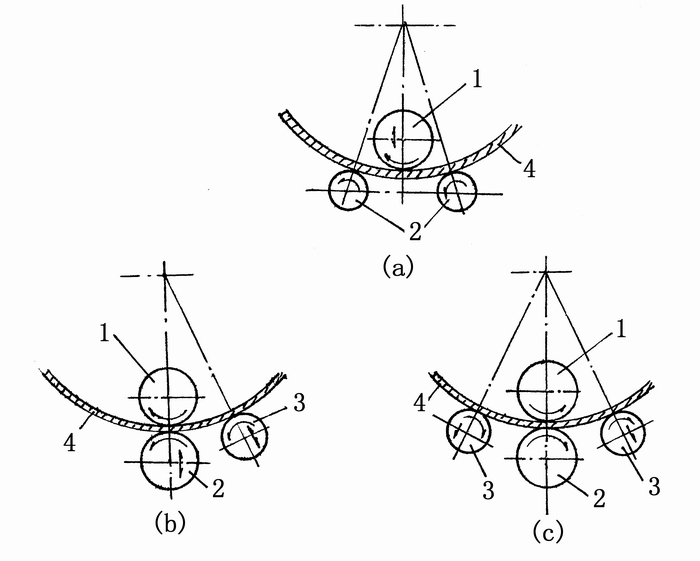
a—对称式三辊筒卷板机;b—不对称式三辊筒卷板机;c—四辊筒卷板机
图7-1 卷板机的工作原理
根据上述弯曲原理可知,只有当板料与上辊筒接触到的部分,才会达到所需要的弯曲半径,因此板料的两端边缘各有一段长度没有接触上辊,不发生弯曲,称为剩余直边,剩余直边长度约为两下辊距离的一半。
图7-1(b)是不对称三辊筒卷板的卷弯筒图,上辊筒1是位于下辊筒2的上面,另一辊筒3在侧面,称为侧辊筒。上下两辊筒是由同一电动机旋转的。下辊能上下调节,调节的最大距离约等于能卷弯钢板的最大厚度。侧辊筒3是被动的,能沿倾斜方向调节。
弯曲时,将板料4送入上下辊筒,然后调节下辊将板料压紧,产生一定的摩擦力,再调节侧辊的位置,当上下辊由电动机驱动旋转时,使板料发生弯曲。
这种不对称三辊筒卷板机的优点是板的两端边缘也能得到弯曲,剩余直边的长度比对称式三辊卷板机缩小很多,其值不到板厚的两倍。虽然侧辊与下辊之间板料得不到弯曲,但只要将板料从卷板机上取出后调头弯曲,就能完成整个弯曲过程。
图7-1(c)为四辊筒卷板机,它与不对称三辊卷板机基本相似,只是增加了一只侧辊筒3,板料边缘的弯曲由两个侧辊筒分别担任,这样就克服了板料在不对称三辊筒卷板机上进行调头弯曲的麻烦。
二、卷圆过程变形分析
根据卷圆变形的特点,卷圆过程可分为弹性变形、弹-塑性变形、纯塑性变形阶段。
在桶身毛坯弯曲的初始阶段,外弯曲力矩不大,内应力的数值小于材料的屈服极限σs,仅在毛坯内部引起弹性变形,称为弹性变形阶段。当外弯曲力矩的数值继续增大时,内应力超过了屈服极限,毛坯变形区内的变形由弹性变形过渡到弹-塑性变形和纯塑性变形。
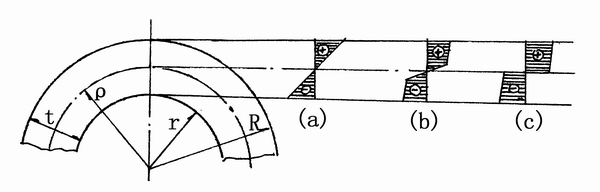
a—弹性变形;b—弹-塑性变形;c—纯塑性变形
图7-2 卷圆毛坯变形区内切向应力分布
从图7-2可见,毛坯断面的上应力由外层拉应力过渡到内层压应力,中间必然有一层金属,其切向应力为零,称为应力中性层,其曲率半径用ρσ表示。同样,应变的分布由外层的拉应变过渡到内层的压应变,其间必然有一层金属的应变为零,即卷圆变形时,其厚度不变,称为应变中性层,其曲率半径用ρε表示。这是准确计算卷圆毛坯展开尺寸的依据。变形较小时,ρσ=ρε=r+t/2,即应力中性层与应变中性层重合,并在毛坯厚度的中间,当变形较大时,应力中性层和应变中性层却向内移,而且应力中性层的位移大于应变中性层的位移,即ρε>ρσ,在钢桶生产中,可采用下面经验公式确定应变中性层的位置,即
ρε=r+xt (7-1)
式中:ρε——应变中性层曲率半径,mm;r——内卷圆半径,mm;x——与变形程度有关的系数,取x=0.33;t——材料厚度,mm。
三、卷板机的典型结构
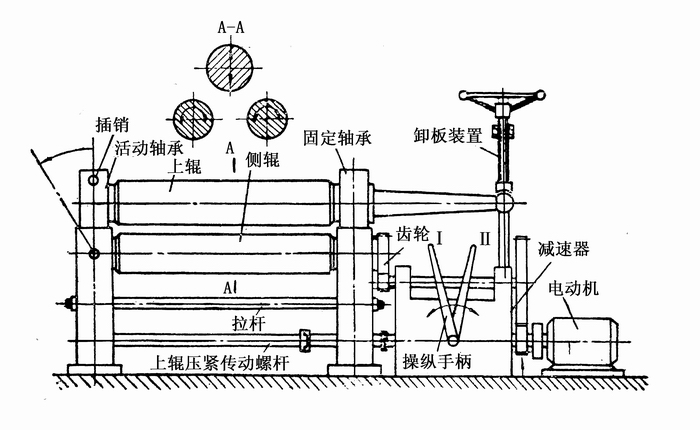
图7-3 机械调节对称三辊卷板机
图7-3为钢桶生产常用的中小型对称三辊卷板机,采用机械调节。支承两下辊筒的轴承装于左右机架中,侧辊(下辊)的轴端伸出机架外,通过齿轮、减速器与电动机连接,两侧辊均由电动机驱动。控制操纵手柄,能使辊筒作正反方向的转动。
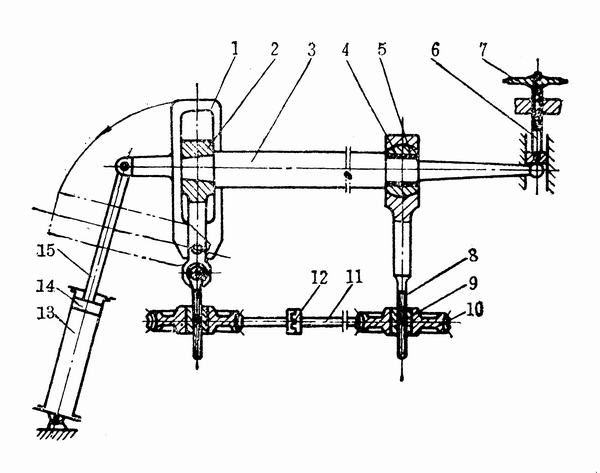
图7-4 上辊筒升降和轴承可卸机构
上辊3的上下调节,是通过上辊压紧传动螺杆11两端的蜗杆带动蜗轮10来实现的,如图7-4所示,蜗轮10的内孔是和螺母9装固在一起,在螺母内有一升降的螺杆8,上辊筒的轴承就是由螺杆8支承。当升降螺杆8由电动机带动旋转后,上辊筒即能上下调节。
上辊压紧传动螺杆11中间设有离合器12,只要使离合器脱开,就可以使左面的蜗杆与蜗轮不转动,这样上辊筒便能调节成倾斜位置。为使材料能从辊筒间取出,上辊左端的轴承2做成可卸的,用压缩空气(或压力油)通入气缸13的上部推动活塞14使活塞杆15向下运动,再经过铰链将活动机架1和轴承2拉下,如图中假想线所示。为使轴承易于脱卸,上滚筒的左端轴颈做成圆锥形。只要将压缩空气通入气缸13的下部,活塞14和活塞杆15向上运动,从而推动机架1和轴承2回复原状。
在脱卸轴承时,为避免上辊筒左端掉下,在上辊筒的右端,应旋转手轮7,使压紧螺杆6压住上辊伸出端的球形部分,并可使上辊翘起,以支承上辊不至下掉。上辊的右端轴承必须制成球形,它由球面轴承4和轴承衬5组成。
四、全自动缝焊机卷圆机构
钢桶桶身的卷圆工序在全自动缝焊机中属于焊前辅助工艺环节。全自动钢桶专用缝焊机将卷圆环节在电气、机械方面包容在整机之内了。
由钢桶板材厚度、宽度及后续的焊接生产率决定了卷圆机的构造及性能。
图7-5为一种全自动钢桶专用缝焊机中的卷圆机构。
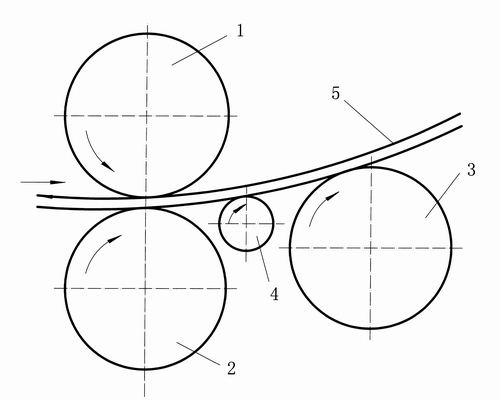
1—上轧辊;2—下轧辊;3—后轧辊;4—滑动辊; 5—钢板
图7-5 全自动缝焊机桶身卷圆机构
这是一种普通的三辊卷圆成形机构。其上、下及后轧辊加强均使用同一的动力源,它外圆上的周向线速度相等,转向如图示。上下轧辊径向表面分离0.25mm,下轧辊由可调弹簧承载,这样显然只能卷动大于0.25mm厚度的薄板,而且减小轧辊运转噪声和延长轧辊轴承的寿命。后轧辊相对于前端两个轧辊中心之间的轧道线的位置取决于钢板的规格和张力以及需要成形的桶身外径。由于桶身冷卷时回弹较显著,所以必须施以一定的过卷量,这个过卷量可以通过调节后轧辊的位置来达到,增大桶身卷圆曲率,使桶身两端边搭接75~100mm即可。
滑动辊的作用是把桶身薄板的前缘正确导向后成形辊的上半径,并将薄板前缘可能存在微小变形减至最小。它的位置基本上是固定的,辊子是被动的(滑动)。
【返回目录】

