《钢桶制造技术》
杨文亮 辛巧娟 编著

第六章 钢桶磨边工艺
第三节 磨边工艺质量控制
影响磨边工艺质量的因素,主要有磨边机的精度和砂轮的选用、修整以及进给量的调整等。
一、提高磨边机的安装精度
钢桶制造磨边工序采用一次成形的方法,即在高速旋转的砂轮下,钢板由输送链带动,一次通过磨削成形。因此,磨边机本身的安装精度就直接影响磨边的加精度。
磨边机的4~12台砂轮架必须对称安装,每一对对称的砂轮架上,砂轮中心轴间的最小距离正好与板宽相等。砂轮轴与钢板送进方向之间要有合适的偏移夹角。这样既能保持磨削的稳定性,又能使钢板送进方便,且左右对称。在一定的砂轮进给量下,使磨边达到工艺标准的要求。
磨边上下两面均需磨削,一般采用先磨下面,再磨上面的次序进行。考虑磨削垫的因素,上下两台砂轮机不能靠得太近。如果距离太近,累积的磨削热来不及散发,易损伤磨削表面。因此,在输送许可的范围内,尽量加大上下两台砂轮之间的距离,使下面磨削后有一段冷却散发磨削热的行程,然后再接着磨削上面。这样,对提高磨削面的质量是大有帮助的。
二、砂轮对磨边精度的影响
钢桶磨边的刃具是砂轮,因此砂轮的选用和砂轮的修整都会影响磨边加工的精度。
1.砂轮的选用
磨边砂轮的选用是根据磨边工艺的加精度、加工目的以及钢桶磨边生产的特点来决定的。钢桶磨边与磨床加工的一般磨削相比,表面粗糙度要求不高,只要求有效地磨去妨碍焊接的有害物质而获得光洁平整均匀适当厚度的焊接搭边。但钢桶磨边是一次加工成形,故磨削热又较高。鉴于上述情况,磨边砂轮一般选用粗粒度、中硬度、疏松组织、陶瓷结合剂的刚玉类砂轮。
(1)粒度是指磨粒的粗细。而砂轮的粒度对于磨削表面粗糙度和磨削生产率有关。钢桶磨边一般采用粒度号为24、30和36,属较粗的粒度。
(2)砂轮的硬度是指结合剂粘合磨粒的牢固程度,也就是砂轮磨粒在外力的作用下脱落的难易程度。应注意不要把砂轮的硬度与磨粒自身的硬度混同起来。如果选用过软的砂轮,磨粒还未充分发挥其切削作用,就过早脱落,造成砂轮磨损加快,并且还会影响磨削面质量,经济性也不好。如果选用过硬的砂轮,则磨粒不易脱落,自锐性很差,磨钝后的磨粒与钢板摩擦加大而造成钢板烧伤和变形。因此,钢桶磨边一般选用中硬度,代号为Q(ZY2)的砂轮。
(3)砂轮组织的松紧会直接影响磨削加工的生产效率和表面质量。砂轮组织是指组成砂轮总体积的磨料、结合剂和气孔三者的体积比例关系。砂轮组织较疏松,磨粒在砂轮圆周表面上的排列距离远,磨粒之间的气孔大,排屑方便、砂轮不易堵塞,因而磨削效率高。钢桶磨边一般采用较疏松组织的砂轮。
(4)结合剂是将磨粒粘结成各种砂轮的材料。结合剂的种类影响砂轮的硬度和强度。磨边砂轮选用的陶瓷结合剂V(A)是目前最常用的一种结合剂。这种结合剂能耐热,可用于干磨;多孔性好,砂轮不易堵塞。因此较适用于钢桶磨边生产。
2.砂轮的修整
砂轮在磨削过程中,磨粒逐渐磨钝而失去其切削能力。砂轮虽有自锐性,使它经常保持锋利,但事实上有时并不理想。若继续磨削,就会增加砂轮与钢板之间的摩擦面发热,磨削质量将显著下降。这主要是由于磨粒钝化、砂轮表面被堵塞和砂轮外形失真所致。所以必须用修整工具对砂轮工作表面进行修整,将磨钝部分修去一层砂料。使砂轮的工作表面露出新的锋利磨粒,才能恢复原业的切削能力,获得好的磨削表面质量。
新砂轮在刚开始磨削一段时间内磨损较快,以后逐渐趋于平稳,但再经一段时间的磨削后,磨粒磨损又加快,迅速钝化。因此应该根据磨削情况,随时注意掌握修整时间,不要影响磨边的表面质量。磨边砂轮的修整一般采用圆盘齿形修整片进行修整。
由于钢桶磨边工序是流水线生产,如果一个砂轮要修整,就必须使整条流水线都停止运行。所以,一般来说只要砂轮选择恰当,而砂轮本身也符合质量要求,磨边砂轮通常不需修整而使用到不能再用的时候,才进行更换。但是如果遇到特殊情况,如砂轮质量有问题或是钢板材质有变化,一旦出现了钝化现象,那么还是需要进行修整后再投入生产。
三、及时适量调整磨削进给量
钢桶磨边生产中,对磨削加工精度的影响没有比磨削进给量更直接的了。磨削进给量直接决定了磨边的宽度和厚度,而且也影响磨削表面的质量。磨边的磨削进给量从理论上讲应是衡定的,但由于砂轮的磨损,进给会逐渐变小,此时,必须增大进给,及时调整。在磨边设备正常运行的状态下,常用磨边宽度来衡量磨削进给量的大小。当磨边宽度变窄,接近尺寸公差许可范围的下限时,即接近最小极限尺寸时,必须增加进给量。当磨边宽度尺寸接近最大极限尺寸时,必须停止调节。如果一次增加过大,不但宽度厚度尺寸均会超差,而且还可能烧坏磨削表面。因此必须及时适量地调整磨削进给量,勤检测、勤调整,使进给量始终在许可范围内作动态地变化,以保证磨边工艺的加工精度。
四、磨边工序常见缺陷与改善措施
1.由于设备原因造成的磨边尺寸超差
磨边尺寸是指磨边的宽度和厚度,其不合工艺标准的原因与改善措施见表6-2。
表6-2
| 序号 |
缺陷 |
产生原因 |
改善措施 |
1 |
磨边尺寸超差 |
磨削进给量不当 |
及时调整磨削进给量 |
2 |
水平导轨松动 |
紧锁导轨,进行加固 |
3 |
横向定位误差 |
调整定位机构 |
4 |
纵向定位档板偏移 |
调整定位挡板 |
5 |
砂轮偏移角不合要求 |
调整砂轮偏移角 |
横向定位误差(如图6-3a),主要是两输送链定位挡块的定位面与砂轮加工轨迹间垂直度超差,造成磨削面一头宽一头窄,不合工艺要求。纵向定位挡板偏移(如图6-3b),将造成钢板磨削的两条边不对称,一边过宽,一边宽度又不足。砂轮偏移角不合要求将造成磨边宽度与厚度不协调,即宽度符合要求时,厚度会超差;反之厚度符合标准时,宽度又超差了。偏移角的大小还会影响磨削稳定性,进而影响磨削面的质量。
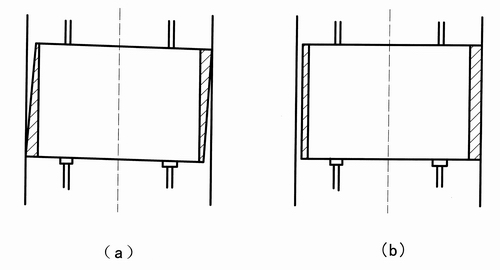
图6-3 磨边尺寸误差
2.由于调整和操作原因造成的缺陷
由于操作工对磨边设备的调整和操作不当造成的质量问题及解决办法,见表6-3。
表6-3
| 序号 |
缺陷 |
原因 |
处理方法 |
1 |
磨削量不足 |
①砂轮没有及时调整进给 |
①调整砂轮进给达到要求 |
②砂轮打滑 |
②用砂轮割刀整形 |
③相对速度太小 |
③调整砂轮转速或输送速度 |
2 |
磨削量过多 |
砂轮速度太小 |
调整砂轮进给使合适 |
3 |
磨边宽度不合要求 |
①砂轮角度不合适 |
①调整砂轮角度 |
②砂轮规格不合适 |
②更换砂轮、满足工艺要求 |
4 |
磨边薄厚不均 |
①钢板不平整 |
①及时整平 |
②砂轮安装松散 |
②紧固砂轮 |
③砂轮磨面形状不平整 |
③用整形力整形或更换砂轮 |
3.磨边处出现磨焦(或烧伤)缺陷
磨焦是磨边时砂轮在钢板上较长时间定点磨削而烧伤板材造成的。主要原因是当输送链发生故障,或者裁剪机发生故障,为排除故障输送链停止运行时,磨边砂轮仍继续磨削。此时,暂停运行的钢板上被继续磨削处必定出现磨焦。磨焦给焊接带来的麻烦是众所周知的。缝焊后磨焦处一般将出现漏点,需人工补焊,钢桶也将降级使用。
为防止磨焦现象发生,一是在操作时注意磨边输送链一旦停运时,及时关闭砂轮机。再开机时,须先开砂轮机并立即开动输送链。二是在裁剪输送段发生故障时,不要关闭输送电机,而只使剪板输送链离合器脱开,即磨边输送链仍继续运行而使裁剪输送链暂停。三是可以改进磨边输送链与砂轮机的协调合拍联动,使上述过程实现自动控制。
【返回目录】

