《钢桶制造技术》
杨文亮 辛巧娟 编著

第六章 钢桶磨边工艺
根据国内钢桶制造企业的一般情况,桶身下料完毕后,紧接着就是磨边工序。对0.8mm以下的薄钢板材料,一般不进行磨边。另外,目前不少企业选取用全自动缝焊机或国产新式专用改型缝焊机进行桶身焊接,由于搭边小和焊缝处较薄等原因,一般也不采用磨边工序。所以磨边工序是可以根据材料、设备及产品的具体情况取舍的。但在传统的钢桶生产线上进行生产,采用通用缝焊机的钢桶制造企业,磨边还是一个不可缺少的工序。
第一节 磨边工艺
一、磨边的目的
1.为了获得最佳的焊接质量
钢桶要成型,需要卷圆和焊接等一系列工序来完成。因为点焊机、缝焊机电流大、阻抗小,故次级电压低,一般不大于10伏,个别达到20伏左右。这样,钢板上的油污、氧化皮等均属于不良导体,在电极作用下,氧化皮等局部破碎,导电时改变了钢板上电流场的分布,使个别部位电流线密集、热量过于集中,易造成焊缝表面烧伤或沿焊点外缘烧伤。与此同时,还可能在同一电极压力下钢板间接触面大小不同。清理良好的表面将使焊接区接合良好,熔化核心周围金属压紧范围也将扩大,在同样规范下焊接时塑性环较宽,从而提高了抗剪强度。有些材料因表面氧化膜未及时清理而形成结合线伸入。另外,当一些易溶杂质进入核心与某些合金元素形成低熔共晶时,则引起核心内裂纹等危险缺陷。由于表面氧化物粘污电极,易使电极过热,而使焊点表面质量大为降低,电极修锉次数加多,则缩短了电极寿命,并使生产率下降。
可见表面状态对点焊、缝焊时热量的析出,核心形成,缺陷产生及电极散热等都有影响,它直接关系到接头强度与生产率,因此,磨边工序是焊前十分关键的工序。
2.为了保证钢桶的成型质量
桶身焊接完成后将进行翻边、压波纹、胀筋及卷边封口。没有经过磨边就焊接的桶身,在焊缝处厚度是正常厚度的2倍,桶身厚度的不均匀,使后边的工序质量受到影响,尤其是在卷边封口时,多层卷边会使焊缝处鼓起一大堆材料堆积的疙瘩,达不到正常卷边的要求。这个区域被叫做卷边焊缝三角区,这是一个多事之区。由于材料比其它卷边部位多,所以使卷边滚轮槽形难以适应,从而常常出现铁舌,在缝焊两侧出现空隙,产生三角区渗漏。这是钢桶质量最为严重的问题。所以,为了使焊缝处得到与其它部位相差不多的厚度,磨边便是其中最直接的方法,因为焊缝搭边处通过磨边,其厚度比其它部位薄一些,从而当缝焊后,就会明显地降低焊缝处的厚度。
在采用全自动缝焊机生产的生产线上,因为焊缝搭边很窄,不会因起焊缝过厚的问题,所以,在采用表面比较干净的冷轧板生产时,常常免去了磨边工序。
二、磨边工艺要求
一般来说,对于钢板上的氧化皮及污物等,轻微的磨削就可以达到目的。但对于焊缝处太厚,影响后道工序成形的问题,要根据钢板的厚度来确定。磨边宽度应比缝焊搭边宽一些,一般磨边宽度比焊缝搭边大1~2mm。表6-1为磨边尺寸的一般规范。
表6-1 磨边尺寸的一般规范
| 序号 |
材料厚度,mm |
磨边宽度,mm |
磨边处厚度,mm |
1 |
<0.80 |
一般不磨边,缝焊处用人工方法清理,宽度为6~8mm |
2 |
0.80 |
≥10 |
0.70~0.75 |
3 |
1.0 |
≥12 |
0.75~0.80 |
4 |
1.2 |
≥13 |
0.80~0.90 |
5 |
1.5 |
≥14 |
0.85~1.0 |
另外,当磨边的厚度及宽度达到工艺要求后,对磨边的质量也应有如下要求:
1.要求磨边在长方向两端正反磨削光洁,不得缺角和留有斑点及严重焦痕。
2.磨边宽方向两边要求平整,不得有划破和碰撞凹坑。
3.磨边宽度要均匀,不得宽窄不均,更不得出现弯曲。
4.上下两磨削面要求均匀对称,不能偏向一面,造成磨削倾斜现象。
5.磨边后材料不允许长久堆放,以防磨边处生锈。
三、磨边工艺方法
磨边工艺是用磨边设备——磨边机实现的,一般冷、热轧板的磨边都可以采用砂轮在磨边机上进行磨边。磨边机一般是板材在输送链条上水平运行,经过上下砂轮的窄缝中,上下面同时磨削,且板材相对两边缘一起喂入磨边机,磨削量小的可一次达到工艺要求,磨削量大的可以二次或三次磨削不等。如图6-1为磨边示意图。
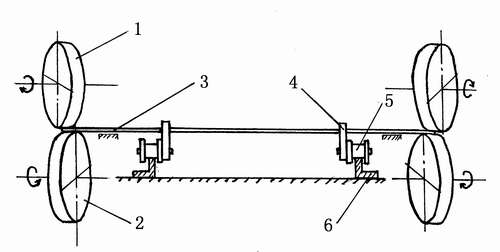
1—上砂轮;2—下砂轮;3—钢板; 4—送料挡块;5—输送链;6—导轨
图6-1 磨边机工作示意图
磨边工艺对磨边机的一般要求如下:
1.钢板在挡块的推动下随输送链喂入砂轮,钢板在上下砂轮夹逼下得到磨削。砂轮运转线速度方向与钢板运行方向相反。
2.钢板应在固定轨道中运行,防止左右窜动,保证磨边宽度不变。
3.砂轮的磨削方向角度应能调节,以调整磨边宽度;进给位置也应可调,以保证磨削量。
4.砂轮旋转速度及钢板输送速度最好也能调节。
有时,钢板材料较软或为镀锌钢板时,砂轮端面缝隙(孔眼)容易被铁屑填平,从而出现打滑现象;有时由于砂轮长时间不调整而形状不规整,影响磨边质量。所以,应时常采用砂轮整形刀进行整形,整形刀是消耗品,在生产时应多备待用。
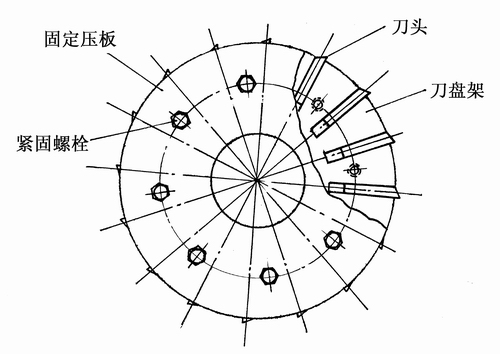
对于有些镀锌钢板来说,由于表面的锌熔点较低,在磨削产生的高温下极易熔化,熔化后涂于砂轮缝隙中出现打滑现象。这种情况用整形刀整形是不行的,一是每次整形的时间间隔太小,二是整形刀用量太大,生产效率极低。此时,应将砂轮卸下,用另一种特制的“砂轮”换上就可以了。
这种特制的“砂轮”并不是砂轮,而是一种刀具,这种刀具是我们根据铣刀的原理设计的,如图6-2所示为这种替代砂轮的刀具的结构示意图。制作时应注意,外径、厚度、孔径等均应与原砂轮相同,刀具应可随意装卸和调整,以便及时磨刃。刀片可多可少,一般情况下也在10片以上,多以高速钢制造,也可以用硬质合金刀头焊接制造。此“砂轮”造价较高,但效果好,寿命长,噪声小。
1—上砂轮;2—下砂轮;3—钢板; 4—送料挡块;5—输送链;6—导轨
图6-1 磨边机工作示意图
厚度小于0.8mm的钢板在桶身后部成形工序和卷边封中时问题相对不太大,可以不磨边,但如要去除表面氧化皮及油污等,可采用布轮(即柔性砂轮)代替砂轮即可。有条件的企业也可以采用化学清理的方法。
化学清理包括去油、酸洗、钝化等,多用于成批生产或氧化皮较厚的热轧钢板。因为生产率高,质量稳定,存放时间较长,故使用效果较好。但清理的钢板不应层层挨紧,以免因腐蚀液冲洗不净面继续腐败蚀。
生产批量小时,可人工用砂布、砂纸、棉布等清理。
【返回目录】

